





Słownik pojęć

Składnik wskazany w nazwie wielkości mierzalnej.9 Przykładowo w sformułowaniu „stężenie glukozy w osoczu” glukoza jest analitem
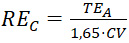
Błąd obejmujący łączny efekt błędów systematycznego i przypadkowego, które decydują o dokładności pomiarów10. Błąd wyznacza się poprzez testowanie całego procesu analitycznego. Podstawowymi parametrami służącymi do jego wyliczenia są uzyskane wartości charakteryzujące rozproszenie wyników (odchylenie standardowe lub współczynnik zmienności) oraz obciążenie systematyczne (∆, ∆%). Błąd można wyrazić w jednostkach oznaczanego analitu (Wzór nr 1) lub wartościach procentowych (Wzór nr 1a). Stała z jest współczynnikiem związanym z ustalonym prawdopodobieństwem. Często wzór przekształca się w oparciu o założenie 95 procentowego limitu spodziewanych błędów (z=1,65 dla jednostronnej dystrybucji zmiennej (wzór nr 1a) lub z=1,96 (rzadziej) dla dwustronnej)3


σ - odchylenie standardowe
CV- współczynnik zmienności
BIAS –
∆% - wartość błędu systematycznego wyrażona w procentach
z – współczynnik prawdopodobieństwa
Błąd określający wymagania jakościowe obejmujące w swoim zakresie błąd precyzji i systematyczny. Stanowi granicę tolerancji dla pojedynczych wyników11 Do wyznaczenia wykorzystuje się ustalenie wartości zmienności biologicznej (Cele jakościowe biologiczne), informacje z programów zewnątrz laboratoryjnych lub zalecenia instytucji rządowych albo organizacji zrzeszających diagnostów lub laboratoria medyczne
Najmniejszy błąd precyzji świadczący już o utracie wiarygodności ustabilizowanej metody. Informuje o tym na ile może wzrosnąć nieprecyzyjność, żeby nie przekroczyć założeń jakościowych. (wzór nr 2) Przykładowo przyjęty dla glukozy błąd całkowity dopuszczalny wynosi 8% a w ustabilizowanej w badanym systemie pomiarowym metodzie CV wynosi 1%. Po podstawieniu do wzoru otrzymuje się wartość 4,84. Oznacza to, że przy wzroście CV do 4,84% metoda utraci stabilność12.
REC- bład krytyczny przypadkowy
TEA - Błąd całkowity dopuszczalny
CV - Współczynnik zmienności
Najmniejszy błąd systematyczny świadczący już o utracie wiarygodności ustabilizowanej metody. (wzór nr 3) Informuje o tym na ile może wzrosnąć obciążenie systematyczne, żeby nie przekroczyć założeń jakościowych. Przykładowo przyjęty dla glukozy błąd całkowity dopuszczalny wynosi 8% a w ustabilizowanej w badanym systemie pomiarowym metodzie CV wynosi 1% a ∆% 2%. Po podstawieniu do wzoru otrzymuje się wartość 4,35. Oznacza to, że przy wzroście błędu systematycznego do 4,35% metoda utraci stabilność12.

SEC - Błąd krytyczny systematyczny
TEA -Błąd całkowity dopuszczalny
∆% - Bias, błąd poprawności wyrażony w procentach
CV - Współczynnik zmienności
Wynik pomiaru mesurandu pomniejszony o wartość prawdziwą13
Wynik pomiaru pomniejszony o średnią uzyskaną z wielu pomiarów otrzymanych w takich samych warunkach. Można też określić, że to wynik skorygowany o wartość szacowanego błędu systematycznego13.
Średnia uzyskana z wielu pomiarów otrzymanych w takich samych warunkach pomniejszona o wartość prawdziwą13. Jest możliwy do opisania w postaci jednolitej funkcji matematycznej i może być skorygowany. W zależności od odchyleń poszczególnych współczynników matematycznych opisujących zależność wartości mierzonych od wartości rzeczywistych wyróżnia się:
Błąd charakteryzujący się zaniżaniem lub zawyżaniem o taki sam współczynnik w całym zakresie pomiarowym.14 Na wykresie przedstawiającym zależność wyniku od wartości prawdziwej współczynnik kierunkowy a przyjmuje wartość różną od 1. (Rys. nr 1) Często przyczyną błędu jest wadliwa kalibracja przy oznaczeniach wykorzystujących jeden poziom kalibratora.

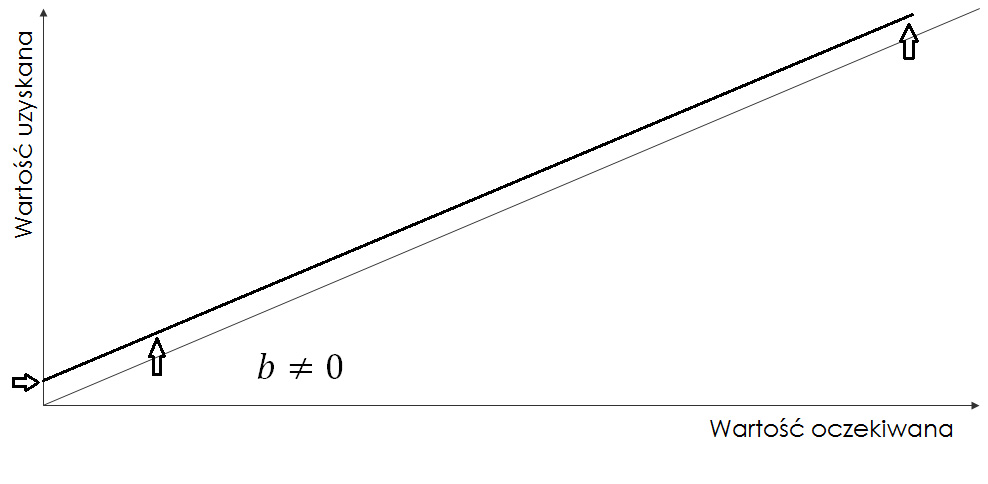
Błąd polegający na stałym zawyżaniu (częściej) lub zaniżaniu uzyskiwanych wyników o taką samą wartość bezwzględną14. Na wykresie przedstawiającym zależność wyniku od wartości prawdziwej współczynnik przesunięcia krzywej b przyjmuje wartość różną od 0. (Rys. nr 2) Pojawia się w przypadku przesuniętej granicy próby ślepej spowodowanej np. zanieczyszczonymi odczynnikami. Możliwy również przy interferencjach np. reakcjach krzyżowych w oznaczeniach immunodiagnostycznych.
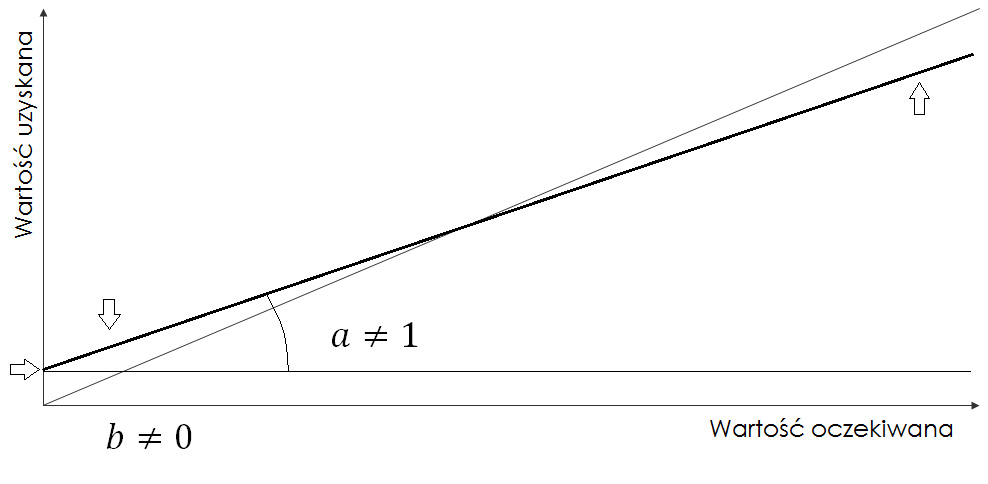
Błąd charakteryzujący się równoczesnym proporcjonalnym wpływem na wartości uzyskane oraz dodatkowo obniżeniem lub zawyżeniem ich o taką samą wartość bezwzględną. Na wykresie przedstawiającym zależność wyniku od wartości prawdziwej współczynnik kierunkowy a przyjmuje wartość różną od 1 a dodatkowo współczynnik przesunięcia krzywej b przyjmuje wartość różną od 0. (Rys nr 3.) Może pojawiać się w wyniku łączonych przyczyn błędu proporcjonalnego i stałego lub przy wadliwej kalibracji wielopoziomowej. Tego typu błąd pojawia się również, gdy krzywa korelacji pomiędzy metodą oznaczeń a metodą referencyjną nie przybiera zależności liniowej y=x, oraz a≠1 i b≠0.
Wartość obciążenie systematycznego wyrażona w sposób względny, jako stosunek wyliczonego obciążenie systematycznego [∆%] do Błędu całkowitego dopuszczalnego [TEA] wyrażona w [%]12 (wzór nr 4) Błąd wyraża jaka część błędu całkowitego dopuszczalnego przypada na błąd systematyczny.
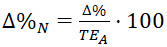
∆%N -Bias znormalizowany
TEA - Błąd całkowity dopuszczalny
∆% - Bias, błąd poprawności wyrażony w procentach
Iloraz błędu przez wartość prawdziwą. Często błąd względny wyrażany jest w [%]. Przykładami błędów względnych są współczynnik zmienności CV dla analizy błędów przypadkowych i ∆% dla błędów systematycznych13.
Ustanowienie specyfikacji jakościowej dla precyzji, poprawności, błędu całkowitego dopuszczalnego w oparciu o kryteria biologiczne3. (wzór nr 7) Cele ustalane są również w zakresie błędu przypadkowego (wzór nr 5) i systematycznego. (wzór nr 6)



CVA - dopuszczalny współczynnik zmienności
CVi -zmienność osobnicza
CVg - zmienność międzyosobnicza
BiasA - dopuszczalny błąd systematyczny
ATEB - Dopuszczalny błąd całkowity (biologicznie)
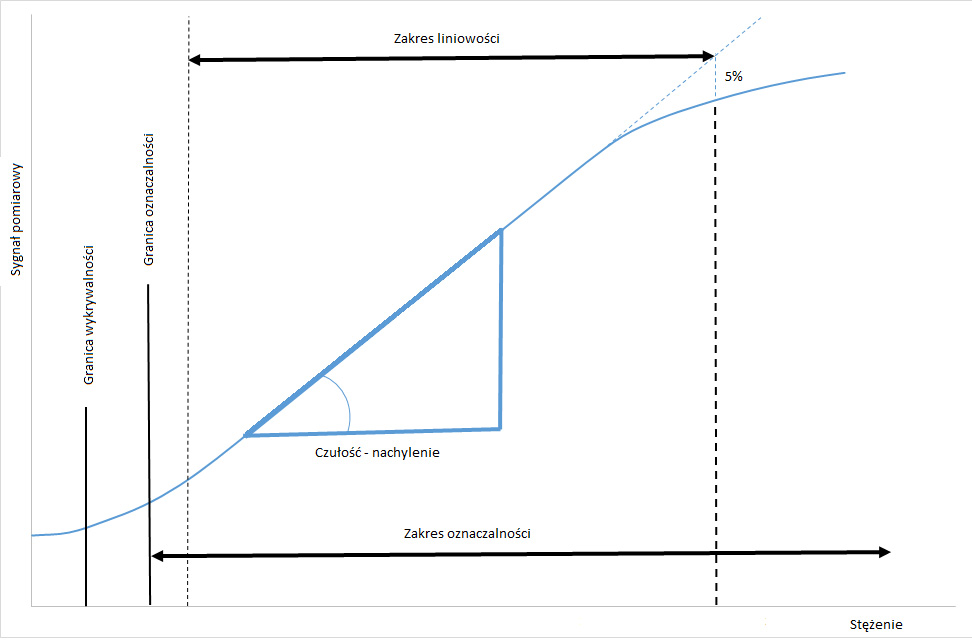
Zdolność metody do wykrywania niewielkich różnic stężenia lub masy badanego analitu15. W praktyce jest nachyleniem krzywej kalibracyjnej uzyskanej w wyniku pomiarów wzrastających stężeń lub mas. Rys nr 4.
Stopień zgodności wyniku pomiaru z wartością rzeczywistą wielkości mierzonej. Estymatorem dokładności pomiaru jest „Odchylenie”. W normie ISO17511 termin „dokładność pomiaru” odnosi się zarówno do „poprawności pomiaru” jak i do „precyzji pomiaru”, podczas gdy w dyrektywie 98/79/WE w sprawie wyrobów medycznych do diagnostyki in vitro terminu „dokładność” używa się w znaczeniu „poprawność”5 Pojęcie obejmuje wyniki zawierające w sobie komponentę błędu przypadkowego i systematycznego. Do opisania dokładności pomiaru używany bywa również termin Obciążenie analityczne8
Taka wartość zmiennej, która w rozkładzie empirycznym występuje najczęściej. W szeregach rozdzielczych przedziałowych przedział, o największej liczebności zawiera dominantę16. Konkretną wartość wylicza się ze wzoru. (wzór nr 8)

D - Dominanta
xD -wartość początku przedziału Dominanty
nD -liczebność przedziału dominanty
nD-1 -liczebność przedziału poprzedzającego przedział Dominanty
nD+1 -Liczebność przedziału następującego za przedziałem dominanty
iD -szerokość przedziału dominanty
Graficzne przedstawienie dominanty polega na wykreśleniu histogramu zawierającego przedział z dominantą oraz dwa sąsiednie. Na podstawie wykreślonych przekątnych oraz punktu przecięcia wyznacza się wartość Dominanty. (Rys nr 5) W diagnostyce laboratoryjnej rzadko stosowana, może być wykorzystywana przy analizie błędów systematycznych, porównaniach zewnętrznych testów półilościowych.
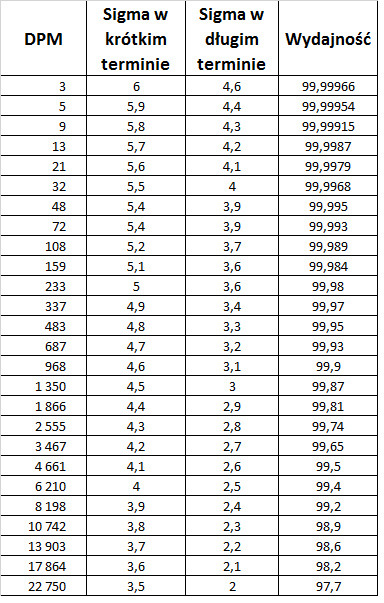
Liczba błędów na milion wytworzonych produktów procesu. Wskaźnik związany z koncepcją SIX Sigma informujący o ilości wad w procesie, które nie spełniają kryterium jakościowego w stosunku do wszystkich wyprodukowanych elementów na przestrzeni danego okresu czasu. Może być wyznaczany na podstawie konwersji jednostek sigma wyliczonych w analizach ilościowych. (Tabela konwersji Sigma) Może być również wyznaczany bezpośrednio poprzez zliczanie wszystkich wadliwych elementów pojawiających się w danym procesie.17 W laboratorium może to być np. niewłaściwie pobrana krew na antykoagulant.
Wartość liczbowa lub funkcja matematyczna, przez którą mnoży się wyniki w celu wyeliminowania błędu systematycznego. Faktor korygujący jest istotny z punktu widzenia metrologicznego, gdyż umożliwia skorygowanie błędu systematycznego przed wyznaczeniem niepewności pomiarowej. Do czasu doskonałego poznania błędu systematycznego jego kompensacja jest niekompletna13
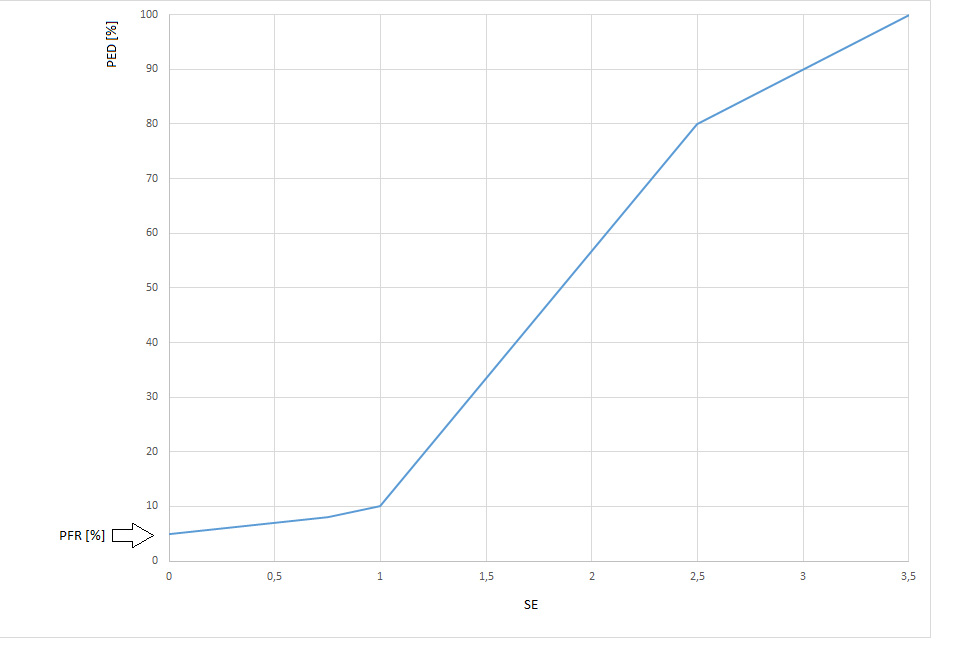
Funkcja wskazująca prawdopodobieństwo wykrycia błędu (PED). Ukazuje na osi y wartość prawdopodobieństwa odrzucenia błędu dla wzrastających wartości błędu systematycznego wyrażonego wielokrotnością odchyleń standardowych. Wykreśla się w celu określenia reguł interpretacyjnych i liczby kontroli.11 Rys nr 6. Obecnie wybór reguł interpretacyjnych prowadzi się w oparciu o koncepcję SIX Sigma.
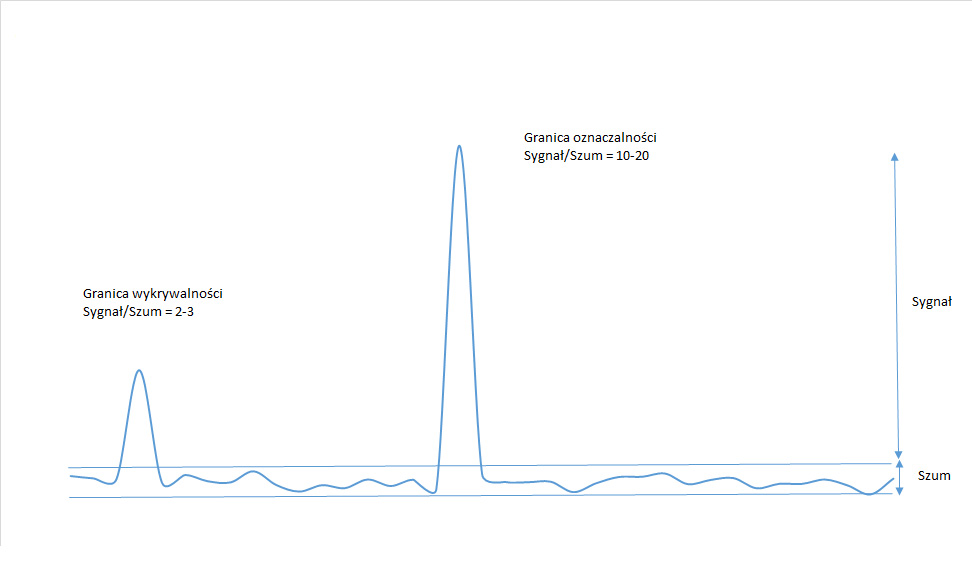
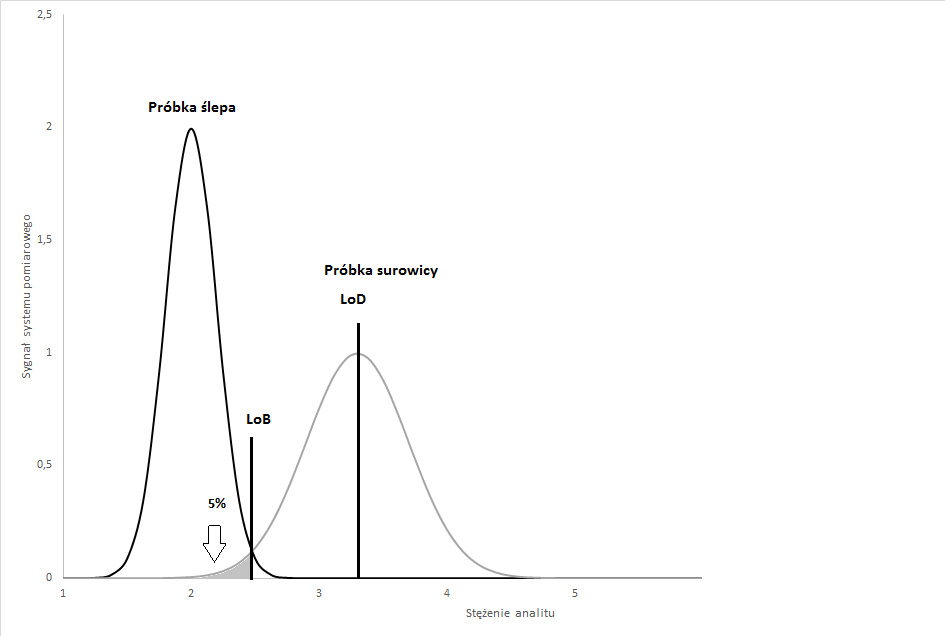
Najniższa wielkość analitu w próbce, którą można wykryć, ale niekoniecznie oznaczyć jej dokładną wartość. Są różne sposoby wyznaczania. Jednym z nich jest ustalenie stosunku sygnału do szumu. Oznacza się anality o wartościach zbliżonych do granicy wykrywalności i wylicza stosunek sygnału do szumu. Powinien on wynosić 2-315.
Innym sposobem jest wykonanie 20-60 oznaczeń próbek o kilku wartościach zbliżonych do granicy wykrywalności i obliczenia odchyleń standardowych dla każdej serii (SD). Wartość granicy uzyskuję się wykorzystując zananą wartość granicy ślepej oraz wyliczonego wcześniej odchylenia standardowego. (wzór nr 9) Należy sobie zdawać sprawę, że w takim przypadku dla 5% próbek nie uzyska się wartości wyższych niż wartość tła18.
Obliczenia wykonuje się wg wzoru:

LOD - granica oznaczalności
LOB - granica ślepej
SD - odchylenie standardowe mierzonego analitu
Najniższa wielkość mierzonego analitu w próbce pozwalająca uzyskać satysfakcjonujące wskaźniki w zakresie precyzji i poprawności. Można wyznaczać kilkoma sposobami. Analizować stosunek sygnału szumu do próbki. W przypadku granicy oznaczalności powinien wynosić 10:1.
Kolejnym sposobem jest wyznaczenie minimalnego współczynnika zmienności korzystając z wyników kilku serii pomiarowych zestawionych na układzie współrzędnych.
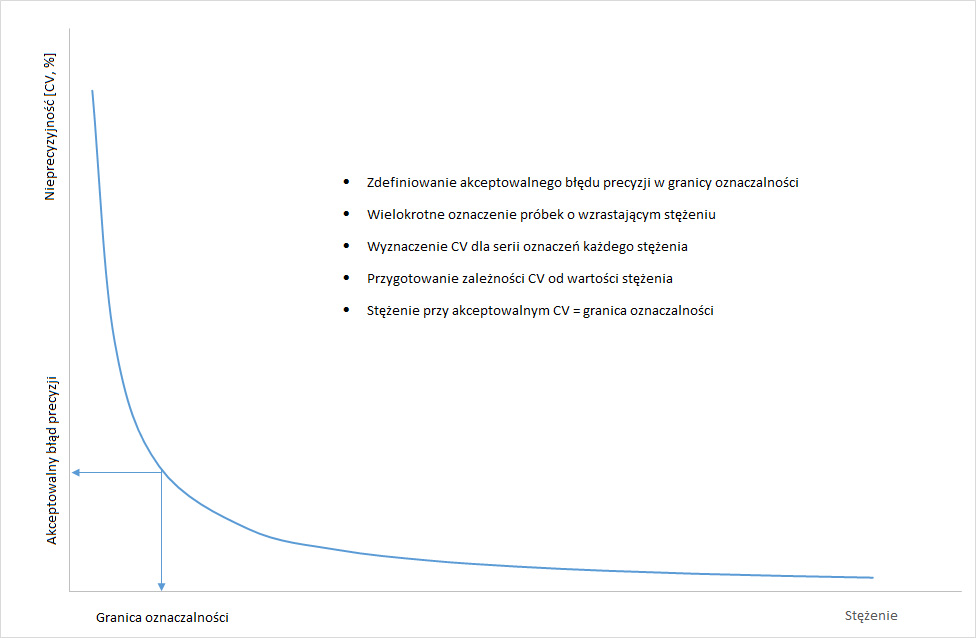
Jeszcze innym sposobem jest wyliczenie błędu całkowitego dla kilku serii pomiarowych o różnych niskich wielkościach mierzonego analitu i określenie, dla której z wielkości błąd całkowity spełni kryteria kliniczne.
Wartość granicy oznaczalności i wykrywalności mogą w szczególnych przypadkach być sobie równe, (jeżeli wyznaczony błąd na poziomie wykrywalności jest wystarczający z punktu widzenia klinicznego). Nigdy jednak LOQ nie może być niższe od LOD. 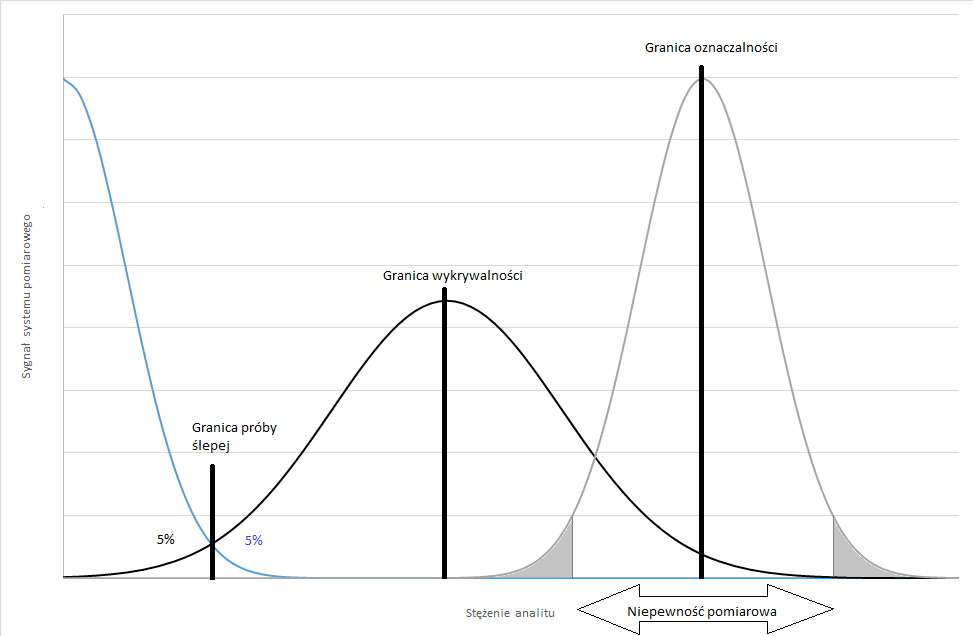
Określa granicę szumu analitycznego. Jest największym wynikiem pomiaru, jaki z określonym prawdopodobieństwem można uzyskać z materiału bez mierzonego analitu i zawiera 95% wyników18.
(wzór nr 10)
Wyznaczana jest na podstawie pomiarów serii o zerowym stężeniu substancji. Wartość świadczy o błędzie systematycznym stałym

LOB - granica ślepej
x - średnia z pomiarów próbek ślepych
Jakość wg normy ISO 8402:1994, definiowana jest jako zespół właściwości jednostki, dzięki którym może ona realizować ustalone lub wymagane potrzeby zleceniodawcy. Jednostkę mogą stanowić działania, wyroby, procesy produkcyjne, usługi, systemy lub zespoły. Potrzebami usługodawcy są określone wymagania jakościowe wyspecyfikowane w postaci wymiernych kryteriów badanych w momencie dostawy.19
Materiał odniesienia, którego wartość jest stosowana, jako zmienna niezależna w funkcji kalibracyjnej5
Kalibrator, w którym wartość wielkości nie jest spójna z układem SI, lecz przypisana na podstawie międzynarodowych ustaleń5.
Metoda graficznego przedstawienie wyników kontroli jakości. Karta kontrolna na ogół powinna zawierać7:
- Typ karty
- Laboratorium, pracownię
- Nazwę testu
- Nazwę metody, odczynników
- Jednostkę analityczną, w jakiej wykonywane są oznaczenia
- Nazwę przyrządu pomiarowego
- Nazwę kalibratora, materiału kontrolnego, (jeżeli jest używany) razem z numerami serii
- Daty, w których zbierane były wyniki pomiarowe
- Nr procedury
- Wykaz i podpisy osób przygotowujących i zatwierdzających.
Do najpopularniejszych kart kontrolnych należą krzywa Levey-Jenningsa, Karta OPS znormalizowana, krzywa dokładności, karta nieznanego dubletu.
Karta, na której zaznacza się w postaci punktów wyniki kontrolne wyrażone w procentowym odchyleniu w stosunku do wartości z materiału odniesienia. Oś rzędnych (0X) wyskalowana jest w procentach.
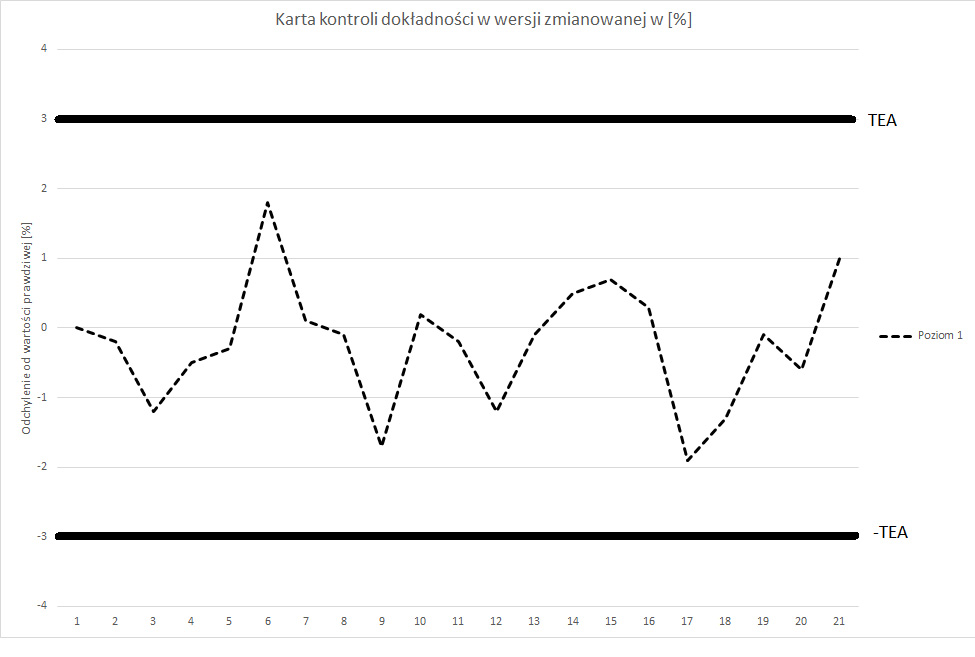 Może służyć do identyfikacji błędu systematycznego oraz wizualnej oceny stosunku uzyskiwanych wartości do błędu całkowitego dopuszczalnego. Zaznaczony błąd całkowity dopuszczalny umożliwia obserwację wyników, które przekraczają tą wartość. Szczególnym rodzajem karty dokładności są graficzne karty dostępne w analizatorach. Oś rzędnych wyskalowana jest w jednostkach, w których wykonywane jest dane oznaczenie.
Może służyć do identyfikacji błędu systematycznego oraz wizualnej oceny stosunku uzyskiwanych wartości do błędu całkowitego dopuszczalnego. Zaznaczony błąd całkowity dopuszczalny umożliwia obserwację wyników, które przekraczają tą wartość. Szczególnym rodzajem karty dokładności są graficzne karty dostępne w analizatorach. Oś rzędnych wyskalowana jest w jednostkach, w których wykonywane jest dane oznaczenie. Na karcie zaznaczone są wartości maksymalnych błędów oszacowanych przez firmę dostarczającą materiał kontrolny. Są one podane w wartościach oznaczanych. Na tego typu kartach nie można stosować reguł interpretacyjnych.
Na karcie zaznaczone są wartości maksymalnych błędów oszacowanych przez firmę dostarczającą materiał kontrolny. Są one podane w wartościach oznaczanych. Na tego typu kartach nie można stosować reguł interpretacyjnych.
Karta wykorzystywana do wizualizacji metody nieznanego dubletu. Wskazuje różnicę dwóch niezależnych oznaczeń tej samej próbki. Oś rzędnych (0Y) wyskalowana jest w jednostkach, w których wykonuje się analizę. 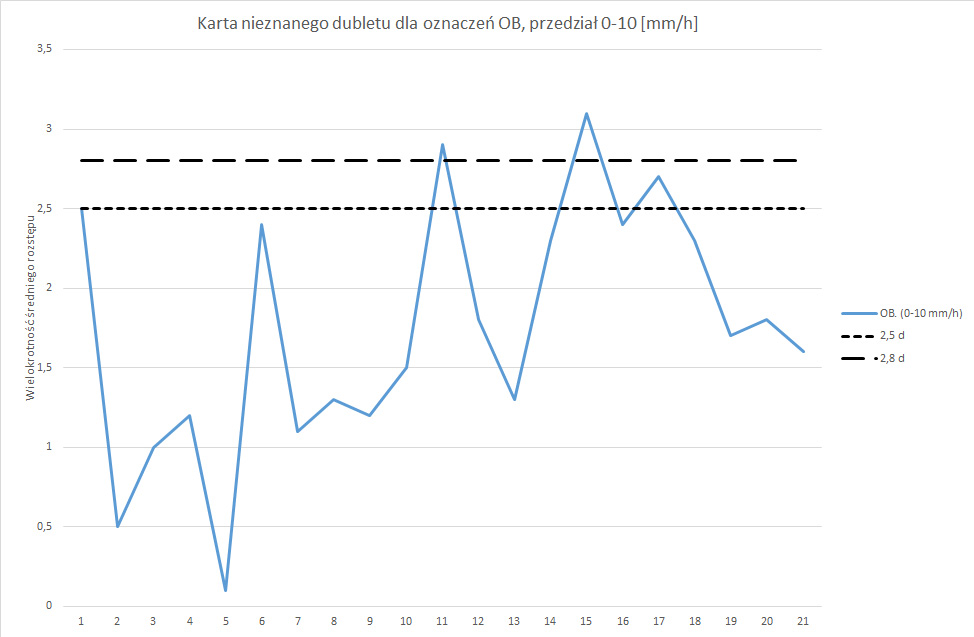 Dodatkowo zaznacza się wielokrotności (d) średniego rozstępu uzyskanego w okresie wstępnym. Przyjmuje się odcinające wielokrotności w wysokości 2,5 obejmujący przedział istotności 95% i 2,8 obejmujący przedział 99% wyników.
Dodatkowo zaznacza się wielokrotności (d) średniego rozstępu uzyskanego w okresie wstępnym. Przyjmuje się odcinające wielokrotności w wysokości 2,5 obejmujący przedział istotności 95% i 2,8 obejmujący przedział 99% wyników.
Narzędzie graficzne związane z koncepcją Six Sigma. Przedstawiające obciążenie systematyczne na osi y oraz nieprecyzyjność na osi x. Na wykresie zaznaczone są odcinki łączące koniec osi pionowej 0Y wyznaczony poprzez całkowity błąd dopuszczalny z punktami na osi 0X o wartościach ½, 1/3 i ¼ błędu całkowitego dopuszczalnego. Odcinki reprezentują odpowiednio wartości 2, 3, 4 sigma.
 Na karcie umieszcza się punkty operacyjne otrzymane na podstawie danych z własnego systemu analitycznego obejmujących (CV i ∆%)20. Stanowią one narzędzie do wyboru reguł interpretacyjnych jak również do oceny metody. Lokalizacja punktu może zgodnie z koncepcją six sigma wskazywać na prawdopodobieństwo wydawania wyników niespełniających kryteriów jakościowych. W starszych publikacjach wartości obciążenia systematycznego były wyrażane w wartościach bezwzględnych. W takich przypadkach punkty operacyjne wyników o ujemnym i dodatnim obciążeniu systematycznym znajdowały się po jednej stronie wykresu. Wyglądały one tak, jak przedstawione na rys 14. Obecnie rezygnuje się z wartości bezwzględnej a karty dwustronne wyglądają tak jak pokazano na rys 15.
Na karcie umieszcza się punkty operacyjne otrzymane na podstawie danych z własnego systemu analitycznego obejmujących (CV i ∆%)20. Stanowią one narzędzie do wyboru reguł interpretacyjnych jak również do oceny metody. Lokalizacja punktu może zgodnie z koncepcją six sigma wskazywać na prawdopodobieństwo wydawania wyników niespełniających kryteriów jakościowych. W starszych publikacjach wartości obciążenia systematycznego były wyrażane w wartościach bezwzględnych. W takich przypadkach punkty operacyjne wyników o ujemnym i dodatnim obciążeniu systematycznym znajdowały się po jednej stronie wykresu. Wyglądały one tak, jak przedstawione na rys 14. Obecnie rezygnuje się z wartości bezwzględnej a karty dwustronne wyglądają tak jak pokazano na rys 15. 
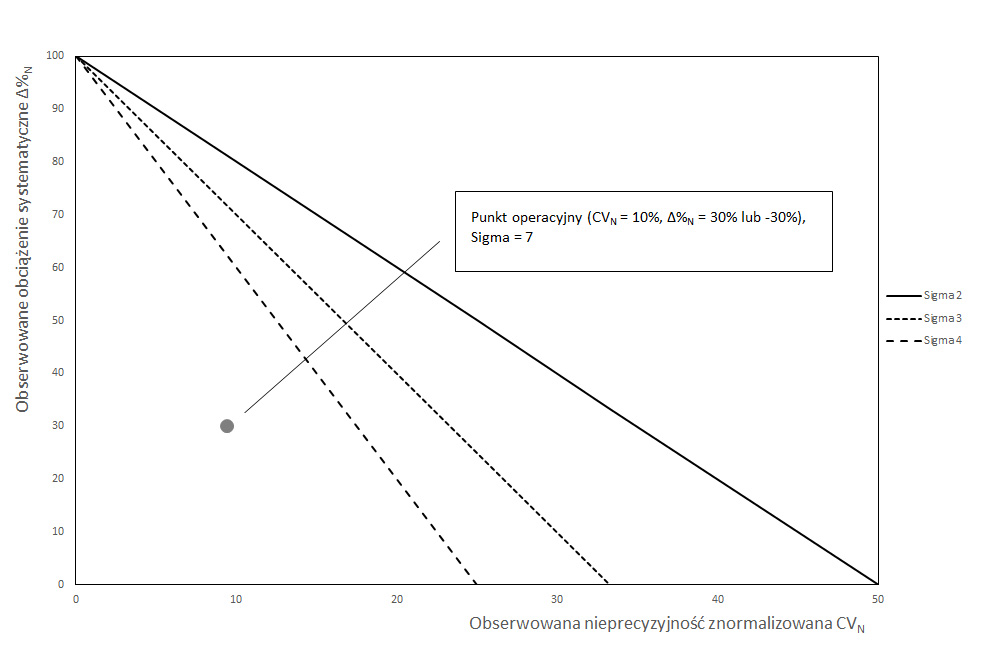
Modyfikacja karty OPS polegająca na unifikacji zakresów osi współrzędnych dla każdego indywidualnego błędu całkowitego dopuszczalnego. Wzrastająca nieprecyzyjność na osi odciętych (0X) i obciążenie systematyczne na osi rzędnych (0Y) wyskalowane zostały w jednostkach procentowych odpowiednich błędów znormalizowanych. Bez względu na wielkość błędów dopuszczalnych os 0X karty kończy się na wartości 50% a 0Y na 100%. Współrzędne Wyznaczanych punktów operacyjnych również są wyznaczane w oparciu o wyliczone błędy znormalizowane. Ten rodzaj karty umożliwia zastąpienie wielu indywidualnych kart jedną znormalizowaną OPS12. Takie karty ułatwiają równoczesną analizę wielu testów, dla których wyznaczono różne błędy całkowite dopuszczalne.
Rodzaj karty dokładności. Karta uniwersalna, rzadko spotykana.. W przypadku analizy materiałów kontrolnych może być połączeniem karty dokładności z zaletami krzywej Levey-Jenningsa. Oś rzędnych 0X można wyskalować podobnie jak krzywą dokładności w wartościach procentowych. Są zaznaczone błędy całkowite dopuszczalne. Dodatkowo w postaci krzywej przedstawione jest własna średnia uzyskana z ostatnich pomiarów (np.21) lub wartości skumulowanych. Można również zaznaczyć kroczące odchylenia standardowe, ale przeliczone na wartości względne, czyli współczynniki zmienności.
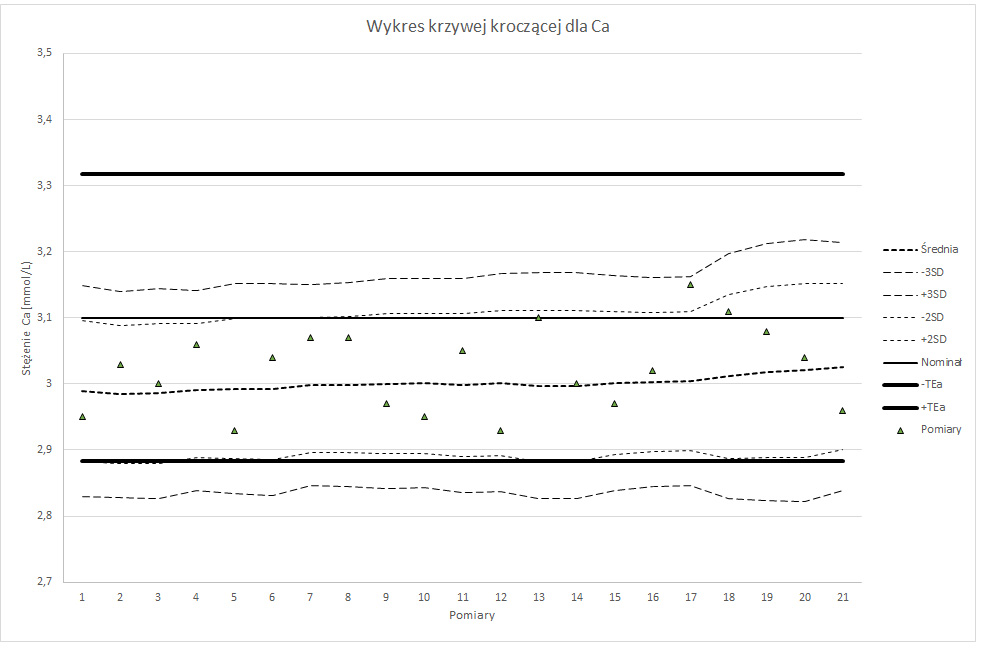 Dla tego typu karty udaje się zastosować reguły interpretacyjne. Dodatkową zaletą jest możliwość analizy dynamiki zmian średniej oraz współczynnika zmienności, co z kolei umożliwia szybką diagnostykę w zakresie pogarszającej się precyzji i poprawności. Wyniki można również porównywać z błędem całkowitym dopuszczalnym.
Dla tego typu karty udaje się zastosować reguły interpretacyjne. Dodatkową zaletą jest możliwość analizy dynamiki zmian średniej oraz współczynnika zmienności, co z kolei umożliwia szybką diagnostykę w zakresie pogarszającej się precyzji i poprawności. Wyniki można również porównywać z błędem całkowitym dopuszczalnym.
Właściwości materiału referencyjnego, kalibratora, materiału kontrolnego polegające za zgodności z natywnym materiałem biologicznym. W efekcie wartości uzyskiwane tymi samymi metodami na próbkach biologicznych oraz kontrolach zawierające takie same ilości substratów powinny być identyczne20.
Procedura zapobiegająca wydaniu wyników pacjenta w przypadku wystąpienia negatywnego wyniku kontrolnego21
Wartość dodana w sposób matematyczny do nieskorygowanego wyniku w celu wyeliminowania błędu systematycznego. Proces bardzo istotny z punktu widzenia metrologii i wyznaczania niepewności pomiarowej13.
Pospolita nazwa karty kontrolnej, która w obecnej formie została opracowana przez Henry i Sapalore11. Oś odciętych karty zmianowana jest wielokrotnością odchyleń standardowych własnych uzyskanych w okresie wstępnym lub analizując dane skumulowane. Punkt zerowy osi 0X odpowiada własnej średniej arytmetycznej.  Służy do analizy zmienności. Mają dla niej zastosowanie reguły interpretacyjne.
Służy do analizy zmienności. Mają dla niej zastosowanie reguły interpretacyjne.
Liczba całkowitej ilości pomiarów kontrolnych możliwa do oznaczenia w celu oszacowania jakości wykonywanego cyklu pomiarowego. Można to rozumieć, jako wielokrotność oznaczeń jednego materiału kontrolnego, dwóch lub więcej. Przykładowo jeden materiał powtarzany dwukrotnie w oznaczeniu jest tożsamy z dwoma różnymi wartościami uzyskanymi z dwóch materiałów. Dwa materiały oznaczane po dwa razy to to samo, co cztery różne. Zaleca się, żeby w przypadku stosowania dwóch pomiarów kontrolnych oba miały różne wartości20.
Zdolność analityczna polegająca na otrzymywaniu wyników proporcjonalnie do stężenia (liczby) analitu w próbce. 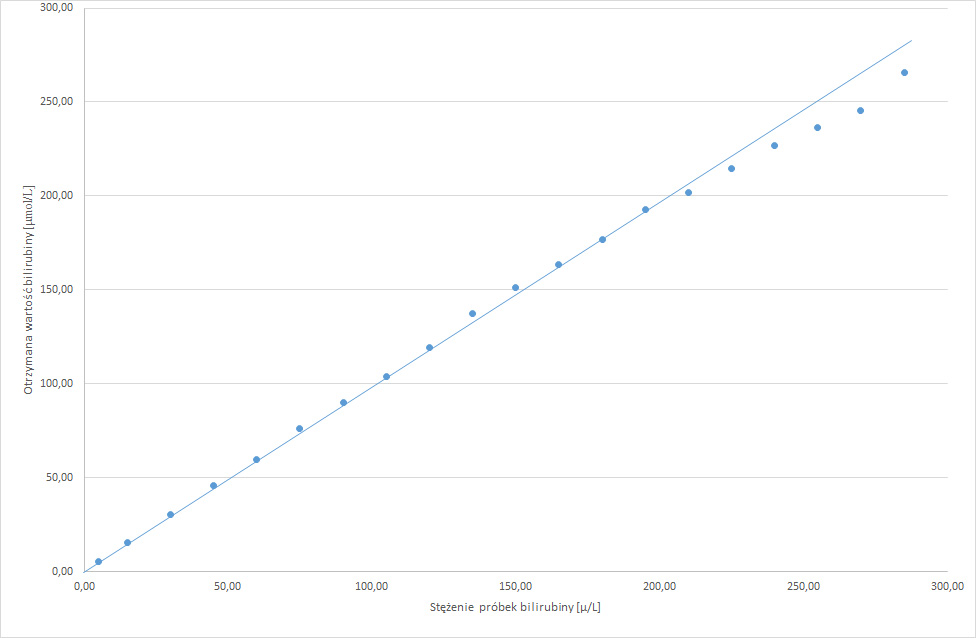 Próbkę uznaje się za nieliniową, jeżeli stosunek odpowiedzi systemu pomiarowego do wartości mierzonej wzrasta powyżej 105% lub spada poniżej 95%15.
Próbkę uznaje się za nieliniową, jeżeli stosunek odpowiedzi systemu pomiarowego do wartości mierzonej wzrasta powyżej 105% lub spada poniżej 95%15.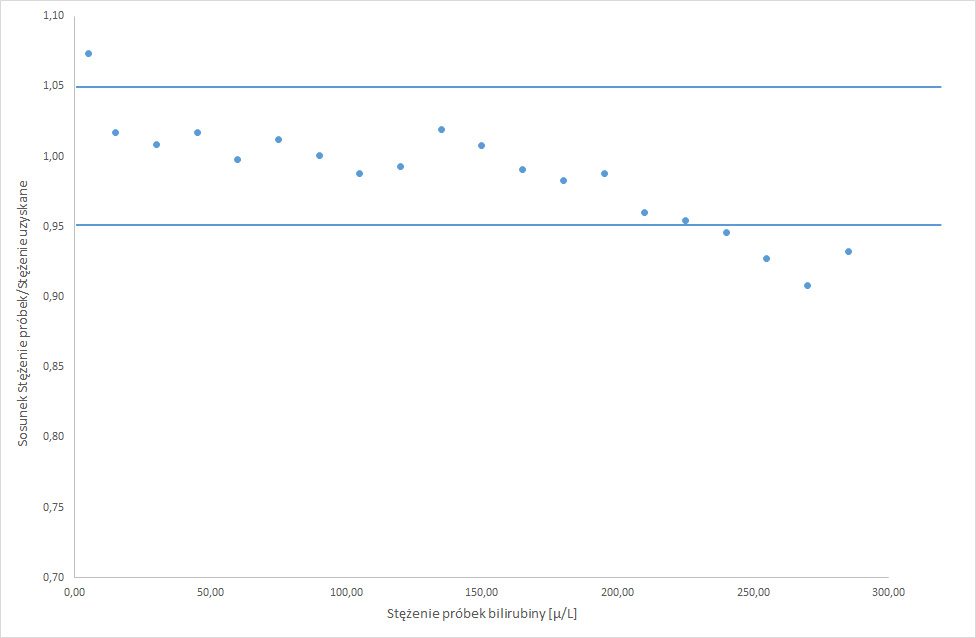
Materiał lub substancja, których jedna lub więcej wartości są dostatecznie jednorodne i na tyle dobrze określone, aby mogły być stosowane do wzorcowania przyrządu, oceny procedury pomiarowej lub przypisania poszczególnych właściwości badanych materiałów5
Materiał odniesienia opatrzony certyfikatem, charakteryzujący się wartością lub wartościami danej właściwości, które certyfikowano zgodnie z procedurą zapewnienia spójności pomiarowej5
Wszystkie składniki badanego materiału z wyjątkiem analitu5
Wpływ właściwości próbki innej niż wielkość mierzona na jej wartość pomiaru uzyskaną podczas oznaczeń zgodnie z określoną procedurą pomiarową5. Na wpływ mogą mieć zabarwienie, substancje interferujące, reakcje krzyżowe, pH i wiele nieopisanych lub niezdefiniowanych czynników5.
Szczególny przypadek kwantylu (wartość cechy badanej danej zbiorowości, które dzielą się na określone części pod względem liczby jednostek np. decyle, centyle, kwartyle), w którym podaje się wartość drugiego kwartylu lub połowy przedziału16. (wzór nr 11) Dzieli zbiorowość uporządkowaną na dwie równe części w taki sposób, że 50% ma wartości niższe a 50% wyższe. Różnica pomiędzy wartością mediany a średnią arytmetyczną może świadczyć o niesymetrycznym rozkładzie w badanej populacji.

xMe - dolna granica, w której znajduje się mediana
 - suma liczebności od klasy pierwszej do mediany
- suma liczebności od klasy pierwszej do mediany
N - liczba pomiarów
nMe - liczebność przedziału mediany
Popularna kontrola analizująca precyzję systemu pomiarowego polegająca na badaniu rozstępu w dwóch kolejnych wynikach uzyskanych na tym samym materiale badawczym o nieznanej wartości prawdziwej. Wyznaczany w okresie wstępnym średni rozstęp wyników stanowi podstawę do ustalenia kryterium powtarzalności wyników. Stosuje się wielokrotność 2,5 lub 2,8 uzyskanego średniego rozstępu, co stanowi odpowiednio przedział ufności w wysokości 95% lub 98%. Tak przyjęty wskaźnik decyduje o akceptacji lub odrzuceniu próby kontrolnej wykonanej podwójnie z tej samej próbki. Uwaga. Żeby uzyskać wiarygodny zakres pomiarowy należy przyporządkowywać pomiary danego dubletu do grupy o zbliżonych wartościach oznaczanych. Kryteria przyjęte dla niskich wartości mogą być trudne do osiągnięcia dla wysokich i odwrotnie kryteria nieprecyzyjności przyjęte dla wysokich wartości mogą nie wykryć znacznych odchyleń przy badaniu niskich poziomów.
Wielkość, która ma być mierzona4. Jest to uniwersalne podejście obejmujące swoim zakresem wszystkie wielkości fizyczne, chemiczne, metryczne itp. W diagnostyce sformułowanie może mieć zastosowanie przy wszystkich pomiarach analitycznych, ale również przy manualnych metodach pomiarów ilościowych (krwinki w komorze Bürkera), pomiarze pH i osmomolarności.
Nieujemny parametr związany z wynikami pomiarów, który opisuje rozproszenie uzyskanych wartości pomiarów i może być w sposób uzasadniony przypisany do badanego parametru (mezurandu)4. Laboratorium powinno wyznaczać niepewność pomiaru dla wszystkich procedur pomiarowych stosowanych na etapie badawczym. Powinna być dołączona do wartości wielkości mierzonych w próbkach pacjentów. Należy określić wymagania dotyczące niepewności pomiaru dla każdej procedury pomiarowej i regularnie dokonywać przeglądu oszacowanej niepewności pomiaru. Niepewność pomiaru powinna być uwzględniana przy interpretacji wartości wielkości mierzonych. Jeżeli istnieje taka potrzeba wśród odbiorców wyników, laboratorium powinno oszacować niepewność pomiaru w sposób przystępny dla odbiorców jego usług21. Niepewność pomiaru wynikająca z nieuniknionej niedoskonałości korygowania błędów systematycznych powinna być włączona do składowych niepewności. W planowaniu referencyjnej procedury pomiarowej należy dążyć do wyeliminowania wszystkich znanych przyczyn błędów systematycznych. Niepewność pomiaru jest naturalną cechą procedury pomiarowej i należy ją odróżnić od skutków pomyłek będących odstępstwem od opisanej procedury22
Obliczanie niepewności pomiarowej może być skomplikowanym procesem, gdyż powinno się zidentyfikować i później uwzględniać niepewności składowe na każdym etapie pomiaru od wartości. W laboratoriach medycznych składowe niepewności w większości przypadków nie są znane, gdyż wszystkie składniki procesu pomiarowego są ukryte i niedostępne w analizatorach. Można jedynie wykorzystać podawaną przez producenta wartość niepewności dla kalibratora oraz własne wyliczenia niepewności w obliczeniu błędu systematycznego (powinien być w korygowany) oraz wyznaczoną nieprecyzyjność. Uproszczoną metodę „Top-down” możliwą do wykorzystania przedstawiono poniżej. (wzory nr 12-14)23:

U(Rw) średnia z odchyleń standardowych uzyskanych z powtórzeń uzyskanych z różnych standardowych materiałów referencyjnych (SRM) podzielona przez odpowiednią ich ilość

Bias – różnica pomiędzy otrzymaną średnią pomiarów a wartością odniesienia
 - Wariancja Bias, Kwadrat odchylenie standardowego każdego wyliczanego certyfikowanego materiału odniesienia przez pierwiastek kwadratowy liczby pomiarów
- Wariancja Bias, Kwadrat odchylenie standardowego każdego wyliczanego certyfikowanego materiału odniesienia przez pierwiastek kwadratowy liczby pomiarów
u(anal) – względna niepewność standardowa certyfikowanego materiału odniesienia
Uzyskaną w powyższy sposób niepewność pomiarową przemnaża się przez faktor zgodny z wybranym przedziałem ufności. Dla 95% przedziału k=2. Uzyskaną w ten sposób wartość określa się, jako niepewność rozszerzoną.

Zestawienie niepewności pomiaru, składników tej niepewności pomiaru oraz sposobu ich obliczania i składania4
Niepewność wyniku pomiaru odzwierciedla brak pełnej znajomości wartości mierzonej. Pełna znajomość wymaga nieskończonej ilości informacji. Zjawiska wpływające na niepewność a tym samym na fakt, że wyniku pomiaru nie można wyrazić w postaci jedynej wartości są nazwane Źródłami niepewności. Mogą nimi być:
- Niepełna znajomość wpływu warunków środowiskowych
- Subiektywne błędy przy odczycie wskazań przyrządów analogowych
- Ograniczona czułość lub granica oznaczalności
- Niedokładnie znane wartości wzorców i materiałów odniesienia
- Niedokładnie znane wartości stałych i innych parametrów, otrzymanych ze źródeł zewnętrznych
- Upraszczające przybliżenia i założenia stosowane w procedurach pomiarowych 4
Numeryczny opis błędu precyzji wyrażany poprzez odchylenie standardowe, wariancję lub współczynnik wariancji 3
Wartość nieprecyzyjności wyrażona w sposób względny, jako stosunek wyliczonej nieprecyzyjności [CV] do Błędu całkowitego dopuszczalnego [TEA] wyrażona w [%]12 (wzór nr 16)
CVN - współczynnik zmienności znormalizowany
TEA - Błąd całkowity dopuszczalny
CV - Współczynnik zmienności
Miara błędu systematycznego określająca w sposób liczbowy różnicę pomiędzy uzyskaną wartością średniej z wielu pomiarów a wartością prawdziwą3. (wzór nr 17) Obciążenie jest szacunkową wartością błędu systematycznego. Obecnie nie ma dobrego polskiego odpowiednika angielskiego słowa.
Błąd wyrażony w wartościach względnych przyjmuje wartość (wzór nr 18)
Wyznaczenie wartości dokonanych pomiarów na podstawie obliczania danych pierwotnych, w tym korekcję wg próbek ślepych, wartości z pomiarów powtórzonych. Obliczanie polega na skonstruowaniu funkcji pomiarowych. Są one zazwyczaj odwróceniem funkcji kalibracyjnych. W kolejnych etapach ustala się wielkości i jednostki, w których zaleca się wyrażanie wyniku. Opracowuje się modele statystycznej obróbki wartości zmierzonych, wyznacza się najmniejszą liczbę punktów do konstrukcji funkcji pomiarowych oraz liczby powtarzanych wartości, niezbędnych do obliczenia wyniku. Przyjmuje się ich dopuszczalny maksymalny rozrzut oraz Ilość liczb lub cyfr znaczących w wyniku a także wszelkie procedury zaokrąglania danych22
Różnica pomiędzy wartością otrzymaną a wartością prawdziwą. Estymator dokładności.5
Zgodność pomiędzy wynikami tego samego mesurandu uzyskanymi w zmieniających się warunkach13
Pierwiastek kwadratowy z wariancji próbki24 (wzór nr 19 i 20)

s - wariancja
x - średnia z wartości pomiarów
xi - wartości pomiarów
N -liczba pomiarów
Stopień zgodności między wartością średnią otrzymaną z dużego zbioru wyników pomiarów a wartością prawdziwą. Liczbową miarą stopnia poprawności jest statystyczne obciążenie pomiaru, które jest odwrotnie proporcjonalne do poprawności i jest różnicą pomiędzy oczekiwanymi wynikami pomiaru a wartością prawdziwą mierzonej wielkości5 Poprawność wyrażana jest poprzez angielski trmin „Bias”. Wjęzyku polskim spotyka się określenie Obciążenie systematyczne7
Zgodność pomiędzy wynikami uzyskanymi sukcesywnie w takich samych warunkach. Takie same: procedury pomiarowe, operator, aparatura, warunki pomiarowe, lokalizacja, powtórzenia uzyskane w krótkim przedziale czasowym13
Charakterystyka wykonania wewnętrznej kontroli jakości wskazująca jak często będą pojawiać się odrzucenia wyników kontrolnych uzyskanych w procedurze pomiarowej z powodu wykrytego błędu. Idealnie byłoby gdyby w zakresie wartości decyzyjnych wskaźnik wnosił 1.0. W rzeczywistości wykorzystuje się wartość 0,9 11.
Prawdopodobieństwo określające jak często procedura kontrolna wskaże na błąd i odrzucenie z reguł, gdy takiego błędu nie będzie. Ideałem jest wartość 0,0. W praktyce stosuje się wartości 0,05 lub 0,01 11.
Stopień zgodności pomiędzy niezależnymi wartościami pomiarów otrzymanymi w ustalonych warunkach. Precyzję pomiarów powinno ustalać w warunkach powtarzalności, które są zachowane wewnątrz serii, pośrednich precyzji, które są definiowane pomiędzy seriami lub odtwarzalności, gdzie uczestniczy wiele laboratoriów. Nie można wyrażać precyzji pomiarów w ujęciu „jakościowym” w postaci wartości liczbowej i jednostki. Można używać skali opisów słownych, takich jak „zły”, „dobry”.22 Pomiar precyzji jest zwykle wyrażany liczbowo poprzez pomiar nieprecyzyjności, która jest jej odwrotnością. Do liczbowego opisu nieprecyzyjności używa się takich wskaźników jak odchylenie standardowe, wariancja, współczynnik zmienności3
Stopień zgodności pomiędzy niezależnymi wartościami pomiarów otrzymanymi w ustalonych warunkach. Precyzję pomiarów powinno ustalać w warunkach powtarzalności, które są zachowane wewnątrz serii, pośrednich precyzji, które są definiowane pomiędzy seriami lub odtwarzalności, gdzie uczestniczy wiele laboratoriów. Nie można wyrażać precyzji pomiarów w ujęciu „jakościowym” w postaci wartości liczbowej i jednostki. Można używać skali opisów słownych, takich jak „zły”, „dobry”.22 Pomiar precyzji jest zwykle wyrażany liczbowo poprzez pomiar nieprecyzyjności, która jest jej odwrotnością. Do liczbowego opisu nieprecyzyjności używa się takich wskaźników jak odchylenie standardowe, wariancja, współczynnik zmienności3
Średnia długość cyklu pomiarowego do momentu fałszywego odrzucenia. Wartość powinna być jak najwyższa, najlepiej więcej niż 10011.
ARLACCEPT=1/PFR
Przeciętna długość odrzucenia (Average Run Lengh Reject ARLEJECT)
ARLEJECT=1/PED
Średnia długość serii pomiarowych, która została przeprowadzona przed odrzuceniem spowodowanym faktycznym błędem. Wartość powinna być jak najbliższa 111
Dokładnie zbadana procedura pomiarowa, której celem jest dostarczenie wartości z niepewnością pomiaru, szczególnie w ocenie poprawności innych procedur pomiarowych dla tej samej wielkości oraz w celu scharakteryzowania materiałów odniesienia5.
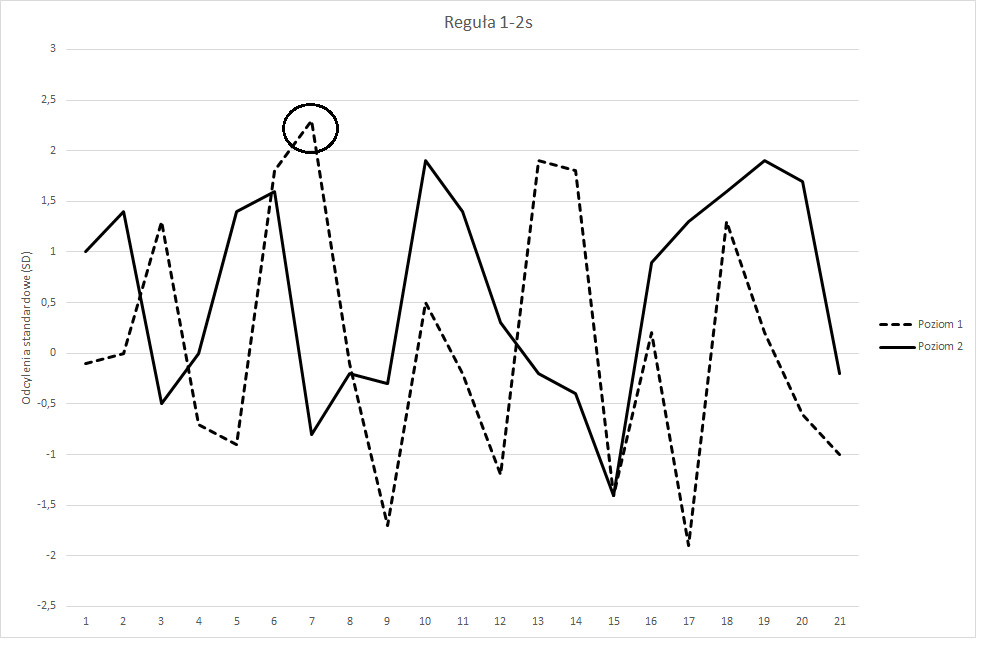
1-2s
Reguła pospolicie używana z krzywą Levey Jenningsa, gdy ustawia się limity na ±2s20. (Rys nr 19) Czasami używana jest, jako reguła odrzucająca, ale w takim przypadku mogą pojawiać się problemy z fałszywymi odrzuceniami (5% dla N=1 i 10% dla N=2)
1-3s
Odrzucenie, kiedy 1 wartość kontrolna przekroczy średnią o ± 3SD20. 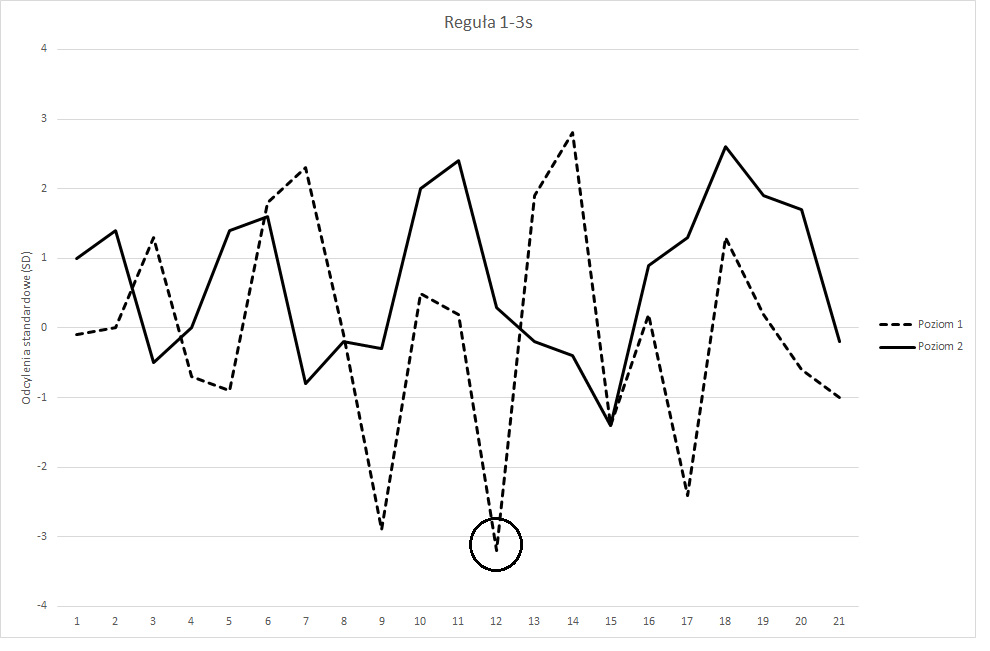
1-2,5s
Odrzucenie, kiedy 1 wartość kontrolna przekroczy średnią o ± 2,5SD20. 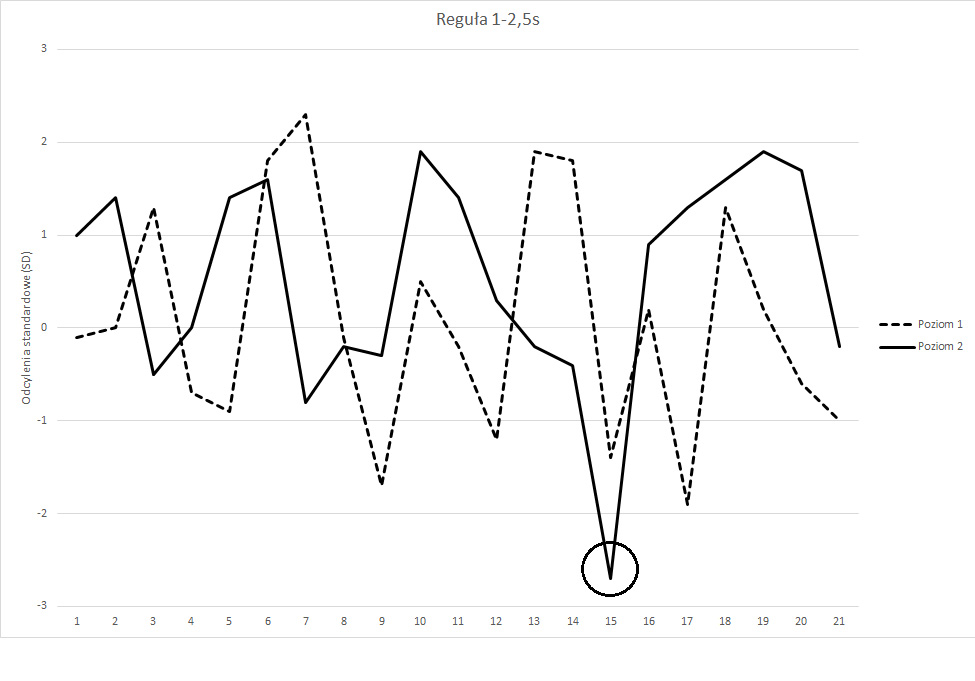
2-2s
Odrzucenie, jeżeli dwie kontrole równocześnie przekroczą założone limity o +2SD lub -2SD20. 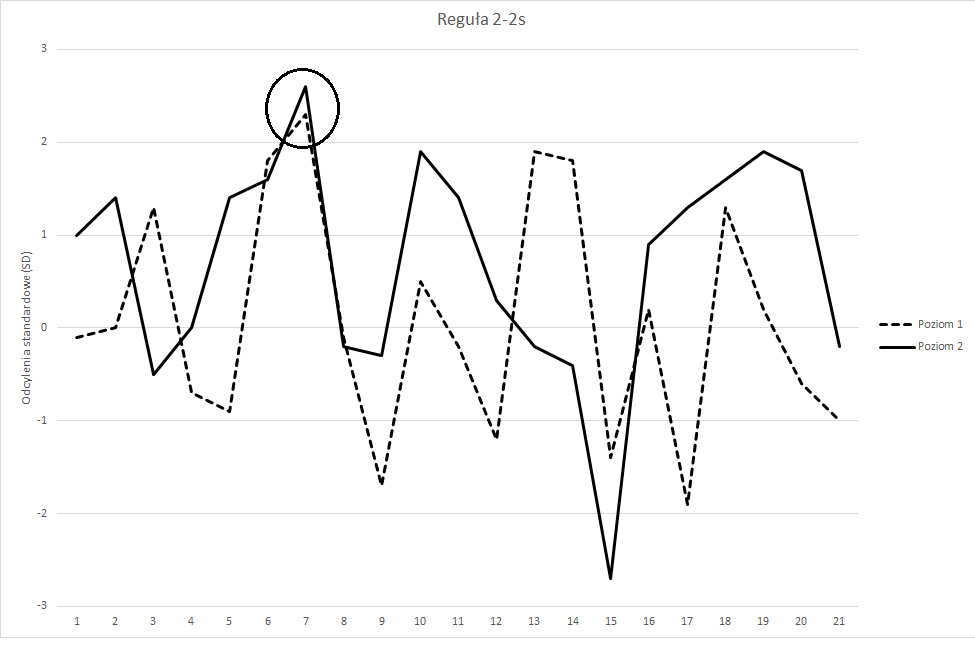
2 z 3-2s
Odrzucenie, jeżeli dwie z trzech używanych kontroli równocześnie przekroczą założone limity o +2SD lub -2SD20. 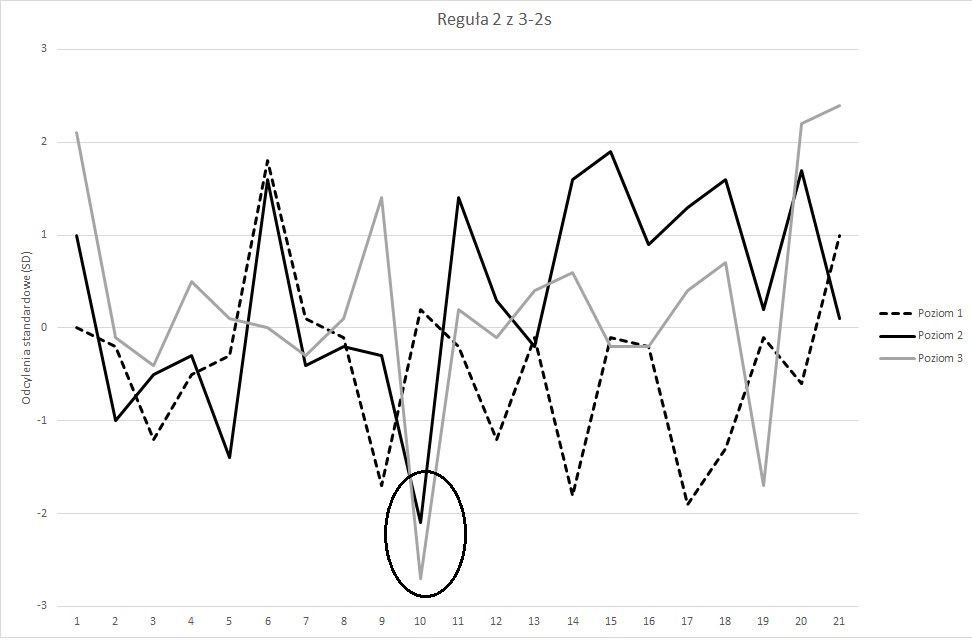
R4s
Odrzucenie wyniki dwóch kontroli będą odległe od siebie o więcej niż 4SD20.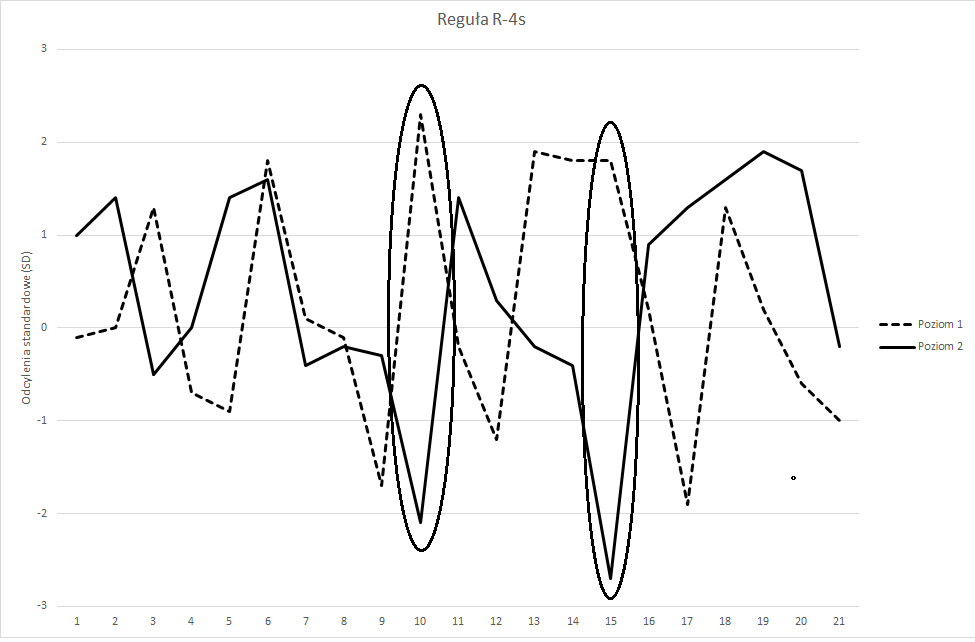
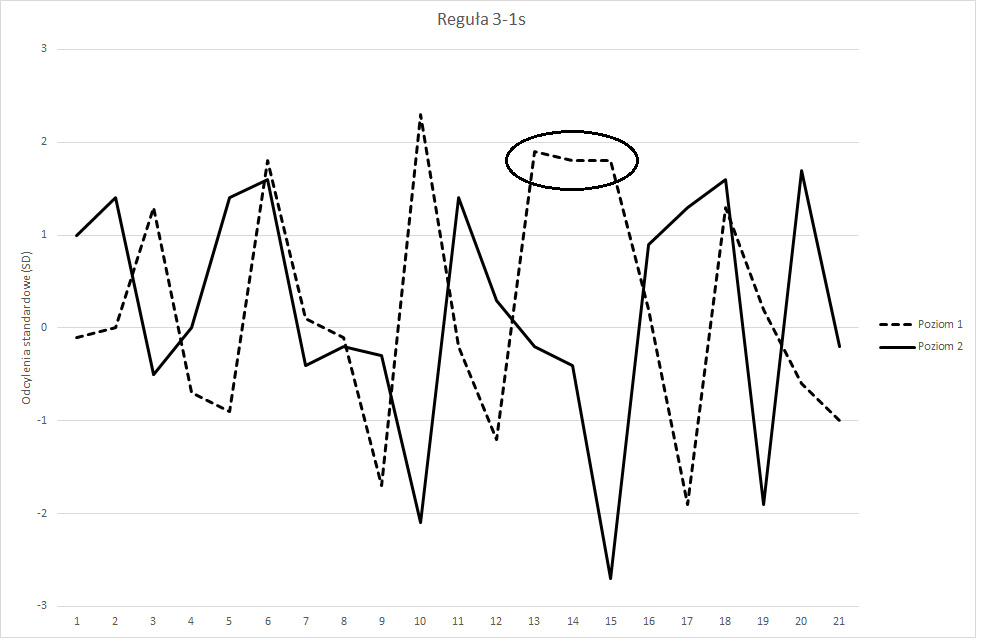
3-1s
Odrzucenie, jeżeli trzy kolejne kontrole przekroczą w tą samą stronę +1SD lub -1SD20.
Odrzucenie, jeżeli cztery kolejne kontrole przekroczą w tą samą stronę +1SD lub -1SD20. 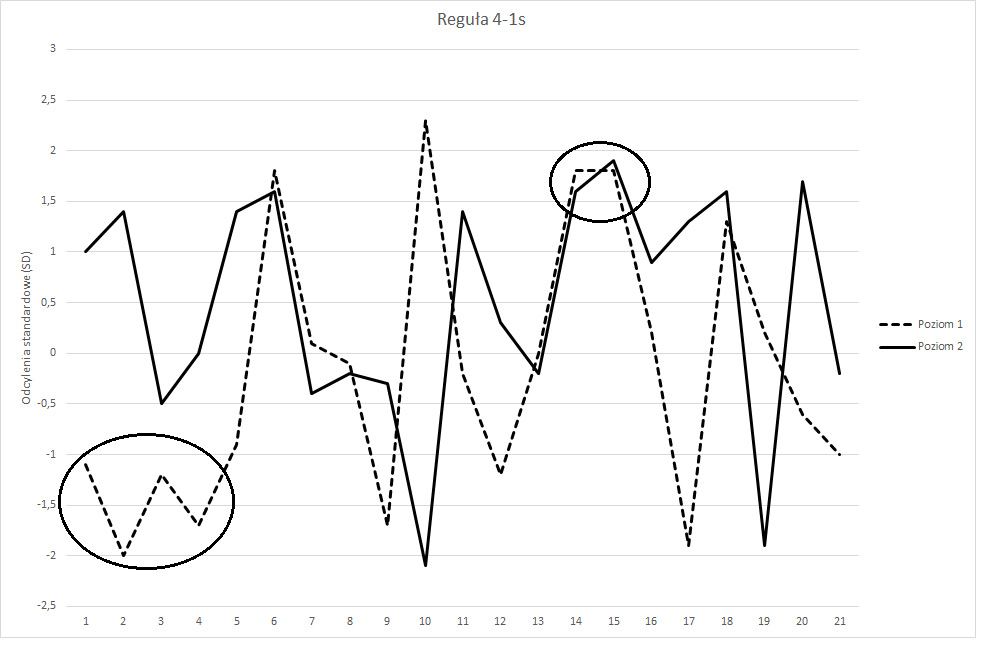
6x
Odrzucenie, jeżeli 6 kolejnych pomiarów znajduje się po górnej lub dolnej stronie krzywej20. 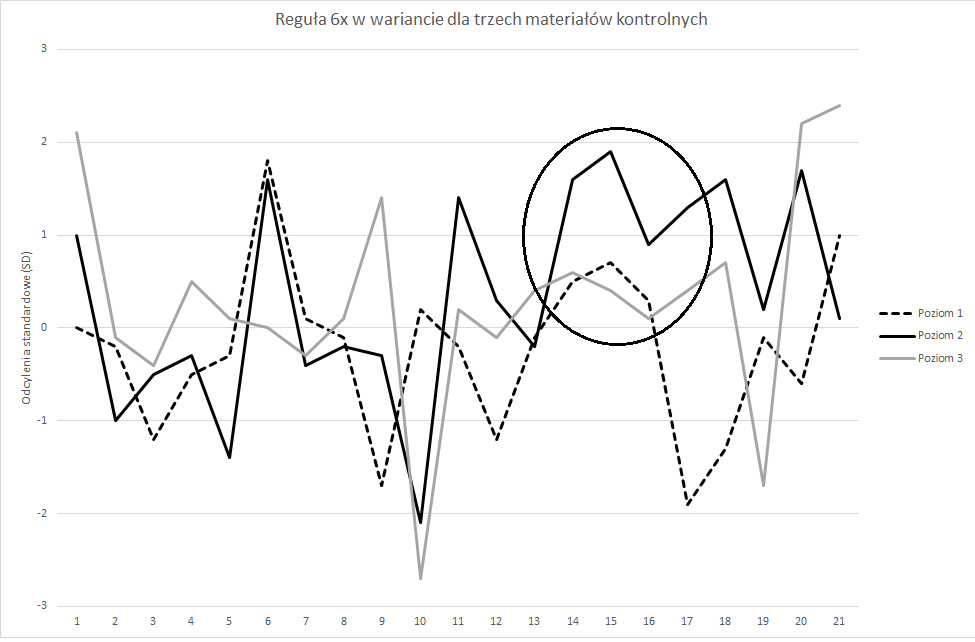
8x
Odrzucenie, jeżeli 8 kolejnych pomiarów znajduje się po górnej lub dolnej stronie krzywej20. 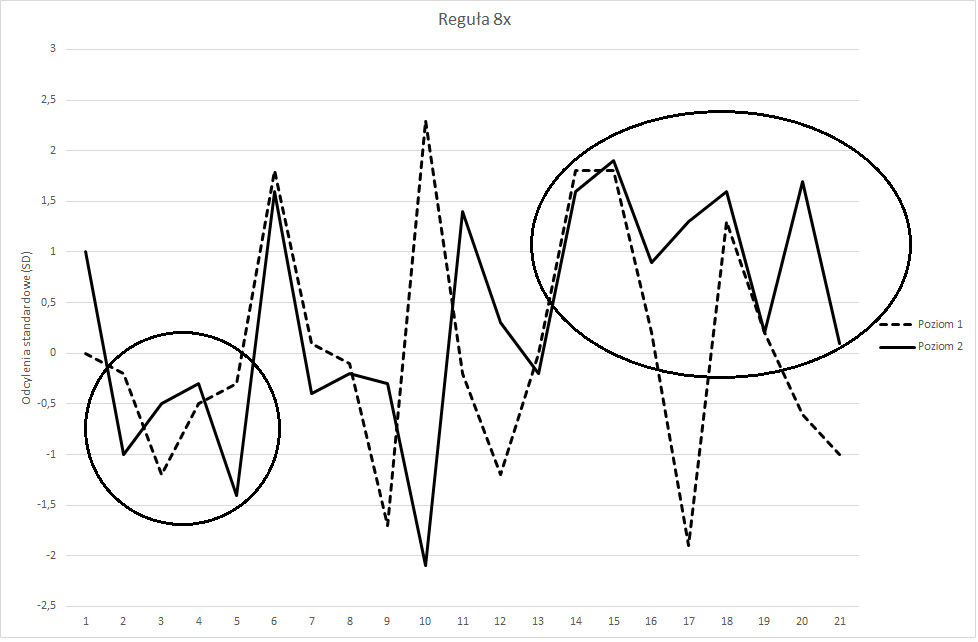
10x
Odrzucenie, jeżeli 10 kolejnych pomiarów znajduje się po górnej lub dolnej stronie krzywej20. 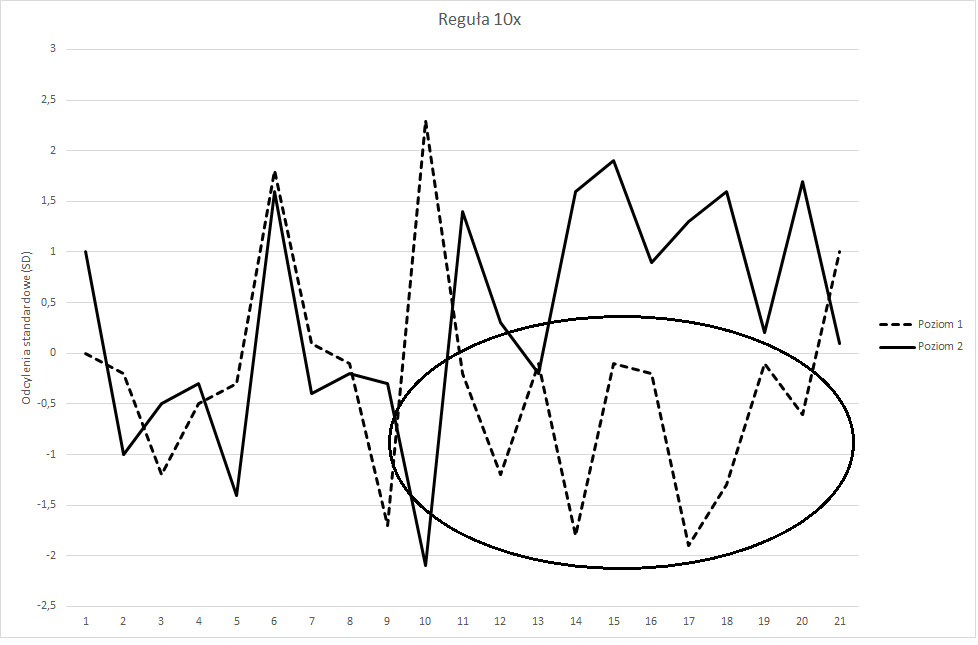
Zestawienie tabelaryczne zmienności biologicznych oraz wyliczonych błędów dopuszczalnych dla poszczególnych testów. Prowadzona jest przez Dr. Carmen Ricos i grupę hiszpańskich chemików. Oryginał publikowany w Scand J Clin Lab Invest 1999;59:491-50020
Nazwa potoczna używana w sensie matematycznym. (Inne rozkłady nie są nienormalne) Prawidłowo powinno się używać określenie rozkład Laplace’a lub Gaussa. Zmienna losowa ciągła X ma rozkład normalny, jeżeli jej funkcja gęstości prawdopodobieństwa wyraża się wzorem25 nr 21.

Jak wynika ze wzoru, rozkład normalny charakteryzują dwa parametry m i σ, które są odpowiednio wartością oczekiwaną i odchyleniem standardowym. Stosuje się oznaczenie N(m, σ), czyli zmienna X ma rozkład normalny o wartości średniej m i odchyleniu standardowym σ.
Wykres funkcji gęstości prawdopodobieństwa o zmiennej losowej X ma nazwę krzywej normalnej lub krzywej Gaussa-Laplace’a16.
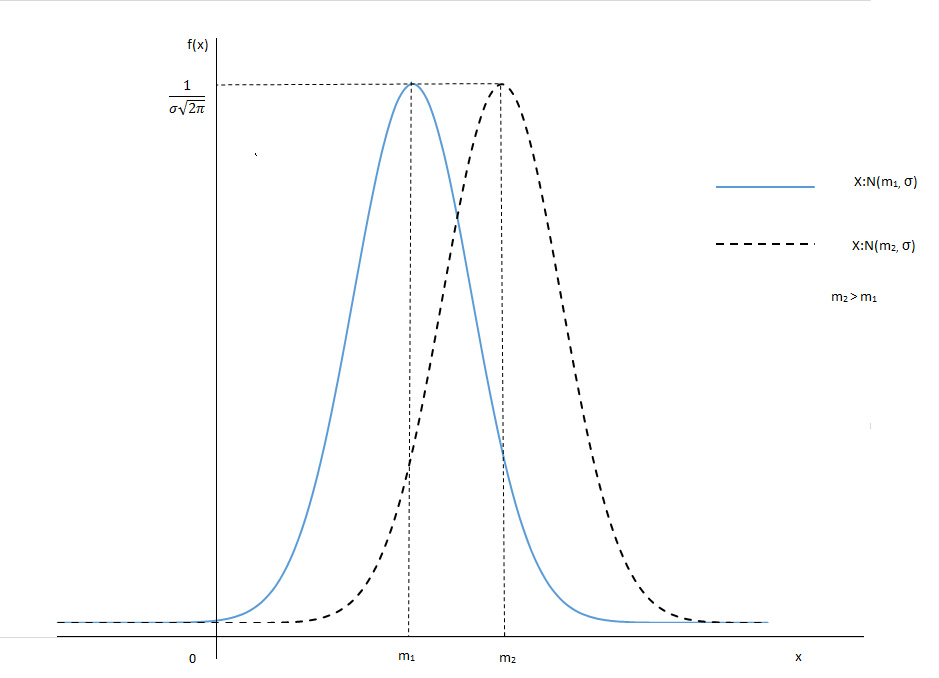
Pole powierzchni pod całą krzywą w granicach -∞ do + ∞ wynosi 1, oraz odpowiednio:
m±σ → F(m + σ) - F(m - σ) = 0,683
m±2σ → F(m + 2σ) - F(m - 2σ) = 0,955
m±3σ → F(m + 3σ) - F(m - 3σ) = 0,994
Z normalnego rozkładu prawdopodobieństwa wynika, że prawdopodobieństwo zaobserwowania wartości zmiennej poza przedziałem ±3σ wynosi zaledwie 0,006
Największa statystyka pozycyjna minus najmniejsza statystyka pozycyjna. (Różnica między najwyższą i najniższą uzyskaną wartością). Może być wykorzystywany do monitorowania przebiegu procesu, w szczególności, gdy liczebność próby jest niewysoka24.
Prawdopodobieństwo wystąpienia szkody wraz jej istotnością wykorzystywane do zarządzanie jakością w laboratorium20
Systematyczne zbieranie danych w calu identyfikacji zagrożenia i oszacowania ryzyka. Zawiera różne pojawiające się zdarzenia, które mogą prowadzić do szkody20.
Proces polegający na wyznaczeniu prawdopodobieństwa wystąpienia szkody wraz z określeniem jej rangi. Analizie poddawane są częstotliwość i waga szkody, która powstaje na skutek błędu20. Na tej podstawie system zarządzanie koncentruje się na eliminacji największych i najczęściej występujących zagrożeń. 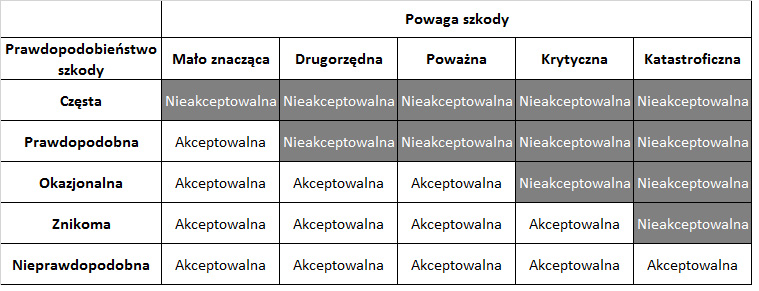
Systematyczne stosowanie polityki jakości, procedur, praktyki w celu analizy, oceny, kontroli i monitorowania ryzyka20.
Przedział czasowy lub seria pomiarowa, w której dokonuje się pomiarów i w jego obrębie nieprecyzyjność i obciążenie są stabilne11.
System zarządzania wywodzący się z przemysłu amerykańskiego i takich firm jak: General Electric, Motorola, AlliedSignal/Honeywell. Istota sprowadza się podobnie jak w innych systemach zarządzania do pewnych zasad, które tworzą organizację pracy. W six sigma to:
- Ukierunkowanie na klienta
- Zarządzanie z wykorzystaniem informacji
- Proces zarządzania i ulepszania
- Aktywne zarządzanie
- Nieograniczona współpraca
- Cel- doskonałość, tolerancja dla niepowodzeń17
Nowością w koncepcji jest podejście do analizy poszczególnych elementów procesu. Stwierdzono, że jeżeli ilość wad na każdym etapie produkcyjnym zostanie zminimalizowana do 3,4 na milion wytworzonych elementów, to finalnie, nawet wieloetapowy proces da dobre wyniki. Stosuje się dwa sposoby analizy wad. Jeden polega na bezpośrednim zliczaniu elementów niespełniających kryterium jakościowego. Drugi sposób dotyczy tych elementów, które mogą być zmierzone i na podstawie wyników oblicza się średnią i odchylenie standardowe. W kolejnym etapie stwierdza się ile odchyleń standardowych mieści się od wartości wyliczonej średniej do granicy ustalonej, jako maksimum błędu. Wyniki uzyskane z obu metod dają informację na temat wydajności procesu oraz podają DPM. Do przeliczeń jednostek można wykorzystywać odpowiednie tabele konwersji six sigma.
W diagnostyce laboratoryjnej elementy koncepcji zostały spopularyzowane przez Westgarda. Pojęcie six sigma oznaczało, że 6 odchyleń standardowych wyrażających zmienność procesu powinno się zmieścić w „zakresie tolerancji” przyjętym dla produktu procesu. W chemii klinicznej pojęcie „zakres tolerancji” jest równoznaczne z pojęciem Błąd Całkowity Dopuszczalny26. W większości przypadków przy wyliczaniu wyników próbek kontrolnych można wykorzystać wzór na sigma.
 (wzór nr 22) 27
(wzór nr 22) 27
TEA - Błąd całkowity dopuszczalny
∆% - Bias, błąd poprawności wyrażony w procentach
CV - Współczynnik zmienności
Szczególnym elementem koncepcji w diagnostyce laboratoryjnej są karty OPS, które zawierają przedziały odpowiednio od wartości poniżej 2 do powyżej 4. Lokalizacja punktu operacyjnego wizualnie informuje o jakości metody oraz wskazuje na przybliżoną wartość sigma, z której można wnioskować o wysokości DPM. Wartość sigma determinuje również algorytm wyboru reguł interpretacyjnych.
W przypadku innych składowych procesu analitycznego (np. pobieranie próbek, transport, przygotowanie do oznaczenia, wydanie wyniku) mogą mieć zastosowanie elementy koncepcji polegające na zliczaniu wad występujących na każdym etapie procesu.
Tabela zawierająca dane przeliczeniowe jednostek sigma na DPM i wydajność procesu oraz odwrotnie.
W diagnostyce laboratoryjnej może być wykorzystywana do szacowania do szacowania na podstawie wyników kontrolnych ile wyników pacjentów nie spełni kryterium jakościowego.
Właściwości wyniku pomiaru lub wzorca jednostki miary polegająca na tym, że można je powiązać określonymi odniesieniami, na ogół z państwowymi lub międzynarodowymi wzorcami jednostki miary, za pośrednictwem nieprzerwanego łańcucha porównań wg ustalonej hierarchii wzorcowania, z których wszystkie mają określoną niepewność9. W efekcie wzorcowania na każdym etapie od kalibratora pierwotnego do ostatecznego wyniku dla pacjenta obserwuje się wzrost niepewności pomiarowej. 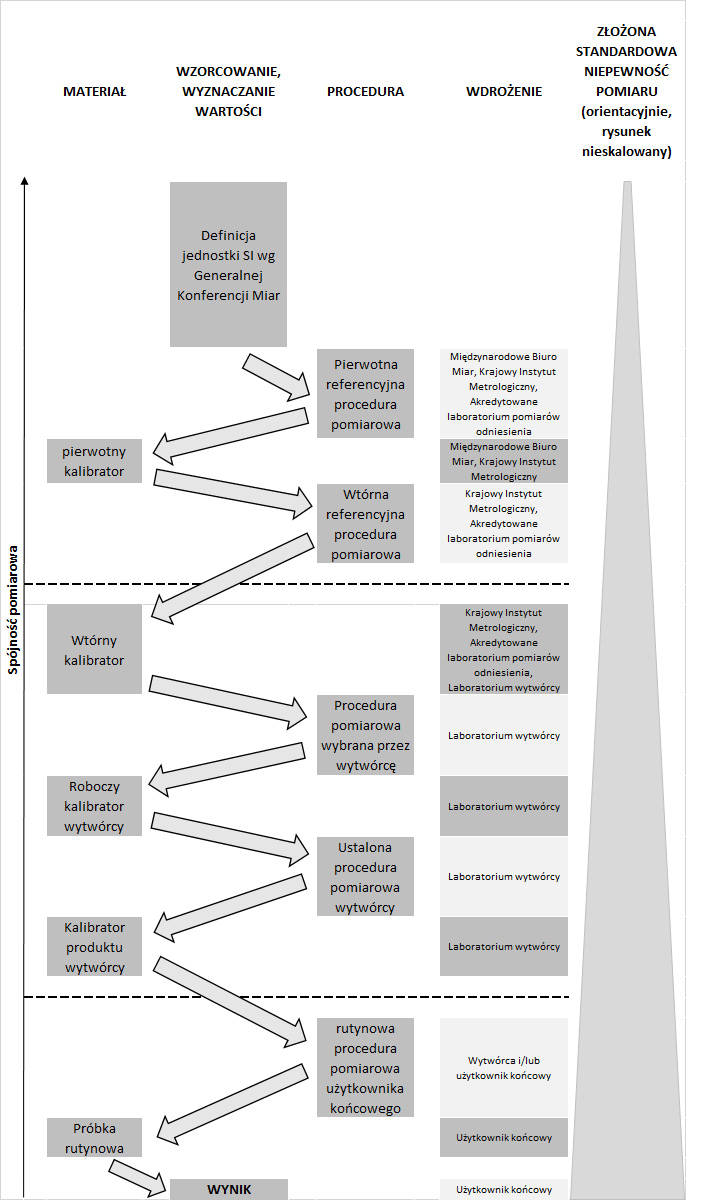
Zdolność do oznaczenia określonego analitu w obecności innych składników próbki, w tym strukturalnie do niego podobnych (produkty degradacji, metabolity)8
Suma zmiennych losowych w próbce losowej podzielona przez liczbę składników sumy24 (wzór nr 23)

Średnia uzyskana z wielu grup pomiarowych (wzór nr 24)
Gdzie:  średnia ze średnich,
średnia ze średnich,  średnia pojedynczej grupy, liczebność pojedynczej grupy, N liczebność wszystkich grup16
średnia pojedynczej grupy, liczebność pojedynczej grupy, N liczebność wszystkich grup16
Prosta średnia krocząca to zwykła średnia arytmetyczna wartości z ostatnich n okresów. Analiza średniej kroczącej wykorzystywana jest głównie do analizy trendów na giełdach finansowych. W diagnostyce wykorzystywana do analizy trendu błędu systematycznego w oparciu o bardzo liczne zbiory wyników pacjentów28
Reguła historycznie wykorzystywana w laboratoriach do wyznaczenia błędu całkowitego dopuszczalnego. (wzór nr 26)

TEA - Błąd całkowity dopuszczalny
X(norm)max - górna granica normy laboratoryjnej
X(norm)min - dolna granica normy laboratoryjnej
X(norm) - średnia wartość normy laboratoryjnej
Suma kwadratów odchyleń zmiennych losowych w próbce losowej od ich średniej próbki podzielona przez liczbę składników sumy pomniejszoną o jeden24 (wzór nr 27)

s - wariancja
x - średnia z wartości pomiarów
xi - wartości pomiarów
N - liczba pomiarów
Wartość zgodna z definicją wielkości określonej5, czyli odpowiadająca rzeczywistej wartości lub ilości.
Wartości uzyskiwane z dziesiątek lub setek pomiarów służące do opisu i monitorowania systemu pomiarowego11
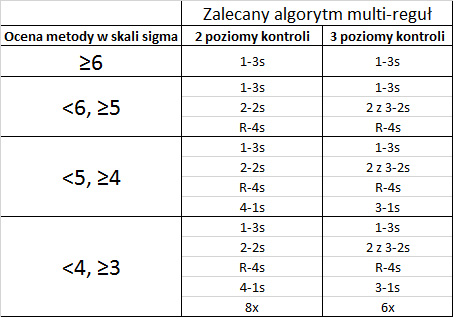
Ustalony algorytm kontrolny uzależniony od oceny metody w metodologii SIX sigma20. Zaleca kolejne stosowanie reguł interpretacyjnych począwszy od prostej reguły 3s po reguły złożone i „długie”. Schematy postępowań dla wariantu z dwoma i trzema materiałami kontrolnymi przedstawiono w Tabeli III
Cecha zjawiska, ciała lub substancji, którą można wyróżnić jakościowo i wyznaczyć ilościowo5
Wielkość określona, stanowiąca przedmiot pomiaru13
Wielkość niebędąca wielkością mierzoną, która ma jednak wpływ na wynik pomiaru5
Odchylenie standardowe z próbki podzielone przez średnią z próbki wyrażone w procentach24 (wzór nr 28)

SD - odchylenie standardowe próbki
x - średnia z wartości pomiarów
Wskaźnik wywodzący się z koncepcji SIX Sigma ukazujący ile „produktów” wytworzonych w procesie spełnia przyjęte kryterium jakościowe. Wyrażony jest w procentach. Oblicza się podobnie na podstawie konwersji jednostek sigma wyliczonych w badaniach ilościowych29. (Tabela konwersji Sigma) Może być również wyznaczany bezpośrednio poprzez zliczanie wszystkich elementów bez wad pojawiających się w danym procesie produkcyjnym oraz obliczenie, jaki stanowią odsetek w porównaniu z wszystkimi.
W ujęciu metrologicznym jest to wartość przypisana czynnikowi mierzonemu (mesurandowi) otrzymana w wyniku pomiaru. Powinno się wyjaśnić: wykonanie z zaleceniami, informację o korekcie lub jej braku, czy uzyskano go na podstawie średniej wartości. Prezentowany wynik powinien zawierać informację o niepewności pomiarowej13
Wynik przed korekcją błędu systematycznego13
Wynik po korekcji błędu systematycznego13
Wykres wskazujący odchylenie od wartości oczekiwanej dla dwóch materiałów kontrolnych o różnych poziomach.
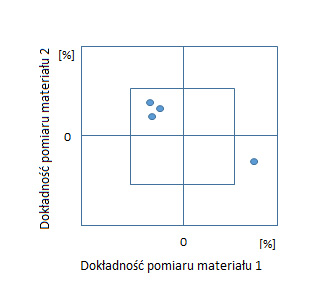 Wykorzystywany do oceny dokładności i precyzji poszczególnych wyników kontrolnych w analizatorach oraz do przedstawienia wyników zbiorczych w programach kontroli zewnątrz laboratoryjnych. Może stanowić narzędzie do wizualnego szacowania błędów precyzji i systematycznych. Wadą wykresu Youdena jest możliwość oceny wyłącznie dwóch materiałów kontrolnych.
Wykorzystywany do oceny dokładności i precyzji poszczególnych wyników kontrolnych w analizatorach oraz do przedstawienia wyników zbiorczych w programach kontroli zewnątrz laboratoryjnych. Może stanowić narzędzie do wizualnego szacowania błędów precyzji i systematycznych. Wadą wykresu Youdena jest możliwość oceny wyłącznie dwóch materiałów kontrolnych.
Jest to odległość pomiędzy dolnym i górnym stężeniem (wartością) mierzoną próbki, dla których ustalono, należyte poziomy precyzji, poprawności i liniowości15
Właściwości systemu pomiarowego, którego składowymi są:
- Mezurand (wielkość, która ma być zmierzona) lub materiał odniesienia
- Metoda/Procedura wzorcowania/pomiaru i/lub rodzaj przyrządu/materiału podlegającego wzorcowaniu/pomiarowi
- Zakres pomiarowy i dodatkowe parametry, jeżeli ma to zastosowanie, np. częstotliwość zastosowanego napięcia4
Zmienność parametrów fizjologicznych u poszczególnych osobników populacji związana z cyklami dziennymi, innymi rytmami biologicznymi, mechanizmami naprawy
Zmienność parametrów fizjologicznych w populacji wynikająca z różnic genetycznych, immunologicznych, geograficznych, diety
Bibliografia
- Panteghini, M. & Sandberg, S. Defining analytical performance specifications 15 years after the Stockholm conference. Clin. Chem. Lab. Med. 53, 829–832 (2015).
- Westgard, J. O. Managing quality vs. measuring uncertainty in the medical laboratory. Clin. Chem. Lab. Med. 48, 31–40 (2010).
- Westgard, J. O. Useful measures and models for analytical quality management in medical laboratories. Clin. Chem. Lab. Med. 54, 223–233 (2016).
- Accreditation, E. co-operation for A. EA-4 / 02 M : 2013 Wyznaczanie niepewności pomiaru przy wzorcowaniu. 1–76 (2013).
- PKN. PN-EN ISO 17511 Wyroby medyczne do diagnostyki in vitro Pomiar wielkości w próbkach biologicznych Spójność pomiarowa wartości przypisanych kalibratorom i materiałom kontrolnym. (2015).
- Westgard, J. O. & Westgard, S. A. Assessing quality on the Sigma scale from proficiency testing and external quality assessment surveys. Clin. Chem. Lab. Med. 53, 1531–1535 (2015).
- Gernand, W. Karty kontrolne w medycznym laboratorium diagnostycznym. Materiał firmy Biomerieux (2006).
- Solnica, B. & Sztefko, K. Medyczne Laboratorium Diagnostyczne Metodyka i Aparatura. (Wydawnictwa Lekarskie PZWL, 2015).
- PKN. PN-EN ISO 18153 Wyroby medyczne do diagnostyki in vitro Pomiar ilościowy próbek biologicznych Spójność pomiarowa wartości stężenia katalitycznego enzymów wynikająca z powiązania z materiałami odniesienia i materiałami kontrolnymi. (2015).
- Petersen, P. H. et al. Models for combining random and systematic errors. Assumptions and consequences for different models. Clin. Chem. Lab. Med. 39, 589–595 (2001).
- Westgard, J. Internal quality control: planning and implementation strategies. Ann. Clin. Biochem. 40, 593–611 (2003).
- Gernand, W. Podstawy Kontroli Jakości Badań Laboratoryjnych. (Centrum Promocji Nauk Medycznych, 2000).
- Jcgm, J. C. F. G. I. M. Evaluation of measurement data — Guide to the expression of uncertainty in measurement. Int. Organ. Stand. Geneva ISBN 50, 134 (2008).
- Bishop, M. L., Fody, E. P. & Schoeff, L. E. Clinical Chemistry: Principles, Techniques, and Correlations. (Wolters Kluwer Lippincott Williams & Wilkins, 2013).
- Huber, L. Validation of Analytical Methods. 2, (Agilent Technologies, 2016).
- Sobczyk, M. Statystyka. (Wydawnictwa Naukowe PWN SA, 2001).
- Pande, P. S., Neuman, R. P. & Cavanagh, R. R. Six Sigma Sposób poprawy wyników nie tylko dla takich firm jak GE czy Motorola. (Wydawnictwo K.E. Liber S.C., 2007).
- Christenson, R. H. & Duh, S. H. Methodological and Analytic Considerations for Blood Biomarkers. Prog. Cardiovasc. Dis. 55, 25–33 (2012).
- PKN. PN-EN ISO 8402:1994 Zarządzanie jakością i zapewnienie jakości -- Terminologia. (1994).
- Westgard, J. O. & Westgard, S. A. Quality control review: implementing a scientifically based quality control system. Ann. Clin. Biochem. An Int. J. Biochem. Lab. Med. 53, 32–50 (2016).
- PKN. PN-EN ISO 15189 Laboratoria medyczne Wymagania dotyczące jakości i kompetencji. (2015).
- PKN. PN-EN 12286 Wyroby medyczne do diagnostyki in vitro Pomiar wielkości w próbkach pochodzenia biologicznego Prezentacja referencyjnych procedur pomiarowych. (2015).
- Infusino, I. How to Assess the Measurment Uncertainty. in 719–723 (EFLM, 2015). doi:10.1097/01.phm.0000176452.17771.20
- PKN. Polska Norma PN-ISO 3534-1 - Statystyka -- Słownik i symbole -- Część 1: Ogólne terminy statystyczne i terminy wykorzystywane w rachunku prawdopodobieństwa. (2009).
- Maliński, M. & Szymszal, J. Współczesna Statystyka Matematyczna w Medycynie w Arkuszach Kalkulacyjnych. (Śląska Akademia Medyczna, 1999).
- Rogulski, J. Ewolucja Laboratoryjnej Kontroli Jakości. (Beckman Coulter Polska Sp. z o.o., 2012).
- Yundt-Pacheco, J. & Parvin, C. A. Validating the Performance of QC Procedures. Clin. Lab. Med. 33, 75–88 (2013).
- van Rossum, H. H. & Kemperman, H. Optimization and validation of moving average quality control procedures using bias detection curves and moving average validation charts. Clin. Chem. Lab. Med. 0, (2016).
- Westgard, S. What are Sigma ‐ metrics ? Benchmarking Quality, Optimizing QC. in 1–15 (EFLM, 2015).